







Категория: Бланки/Образцы
 OLMITECH 20 Окт 2013
OLMITECH 20 Окт 2013
Доброе время суток.
Тема с похожим названием, но про фанеру уже есть. Но мне интересен криволинейный раскрой МДФ.
В наличии станок с полем 2х4 метра (чудо отечественной мысли BigZee PRO), шпиндель HSD на 4.5кВт.
Сейчас режем 6мм фрезами Djtol, ресурс у их крайне мал (до 5 фрез за день в помойку). Скорость подачи 30мм/сек. Глубина за проход до 8мм. Скорость вращения 24000 об/сек.
При этом фрезы ломаются, чернеют, из-за нескольких проходов образуется некий "переход" который потом нужно вышкуривать.
В рунете нашел только такую таблицу режимов по МДФ http://www.gravman.ru/realspeed.htm
Но она никак не стыкуется с тем, что пишут на cnczone.com Там предлагается фигачить с подачей 200-250ipm (84-106мм/сек). Таких скоростей точно такие фрезы не выдержат.
В итоге не пойму, что я делаю не так? Если перейти на более толстые фрезы это не поможет? Есть в наличии 8мм фрезы от CMT (191 и 192 серий), какой режим для них можно поставить?
Хотелось бы резать побыстрее и в один проход, чтоб не заморачиваться со шкуркой. И не хочется фрезы сотнями покупать.
Доброго времени. Если еще актуально, поделюсь своим опытом обработки:
1) Фрезеровка МДФ (криволинейный раскрой), толщина 25мм, скорость резки 5-6 метров в минуту, частота вращения шпинделя 16000 - 16500 оборотов в минуту. Используемая фреза: стружколом AMDRX 8мм. (djtol) Ресурс фрезы - 1200-1300 п.м.
2) Фрезеровка МДФ (криволинейный раскрой), толщина 20мм, скорость резки 5-6 метров в минуту, частота вращения шпинделя 16000 - 16500 оборотов в минуту. Используемая фреза: компрессионная однозаходная A1FLX 6мм. (djtol) Ресурс фрезы - 800-900 п.м.
3) Фрезеровка ЛДСП (криволинейный раскрой), толщина 16мм, скорость резки 5,5 метров в минуту, частота вращения шпинделя 15000 оборотов в минуту. Используемая фреза: компрессионная однозаходная A1FLX 4-6мм. (djtol). Ресурс фрезы - 700-800 п.м.
Все фрезеруется в один проход. Используемый шпиндель 3.0 Kw. Все данные приведены из практики обработки данных материалов на нашем производстве.
Если будут вопросы спрашивайте.
 kermur 20 Окт 2013
kermur 20 Окт 2013



















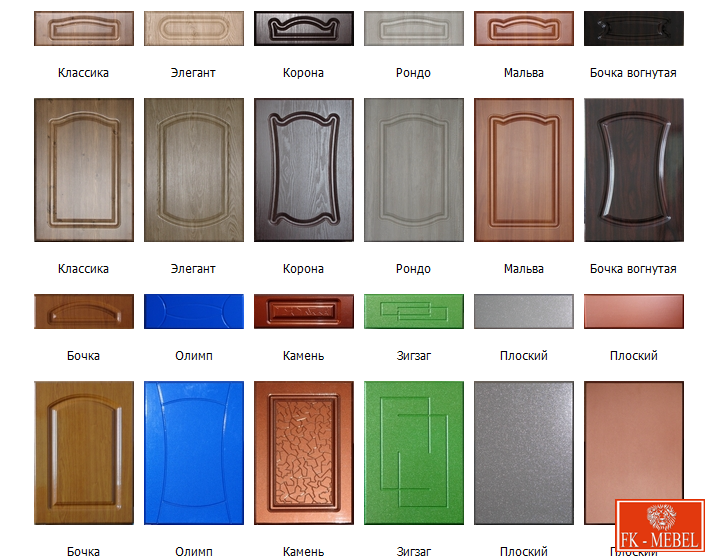
Кроватные спинки производства ООО «КАЗПЛИТ» изготовлены из плит МДФ толщиной от 16 до 32 мм. Затем они покрываются пленкой ПВХ с широкой цветовой гаммой. Одним из вариантов декорирования является фрезерование поверхности плиты МДФ изящным узором с эффектом золочения, серебрения или черной патины.
Спинки кроватей из панелей МДФ очень долговечны, устойчивы к механическим воздействиям. По желанию заказчика наши дизайнеры могут разработать нестандартные узоры любых размеров.

Спинка кровати. Рисунок - К 4.001, сечение 5, с прохождением графировальной фрезы, нанесение патины. Цвет белый глянец, с золотой патиной.
Прайс лист на кроватные спинки здесь
Кроватные спинки
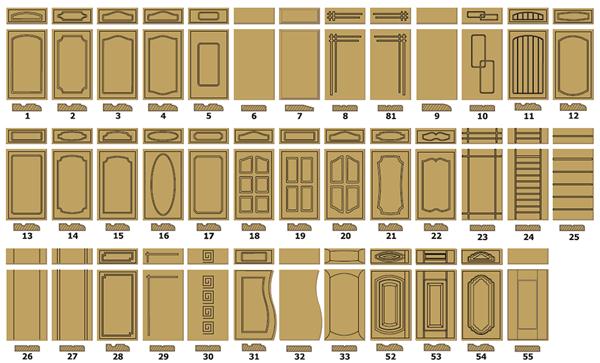
Образцы фрезеровки МДФ, панелей каталог
Образцы, каталог рисунков фрезеровки МДФ панелей имеет различную классификацию.

Одни рисунки фрезеровки имею одну выемку (фрезерованный вырез), другие насчитывают 2 и более. Рисунки с двойной фрезерованной выемкой в каталоге иногда обозначаются аббревиатурой 2F.
Стандартные варианты фрезерования панелей насчитывают множество вариантов.


Независимо от количества выемок толщина панелей может быть различной например: 8 мм, 10мм, 16 мм. От толщины панели зависит объемный будет рисунок или нет. Если вы решили заказать фрезерованную по образцу каталога панель МДФ толщиной 16 мм, рассмотрите для начала филенчатые образцы где раскладка рисунка собрана из отдельных частей (маленьких панелек).

Большой ассортимент фрезерованных рисунков на панелях можно увидеть у нас в каталоге.
Каталог наглядно показывает полный рисунок фрезеровки панели. Так же нами представлены варианты фрезерованных рисунков для двустворчатых дверей.
Нестандартные варианты фрезерования панелей

Каждая панель МДФ для отделки двери рассматривается индивидуально и необходимо понимать что на узкую дверь невозможно с художественной точки зрения нанести фрезерованный рисунок - это будет некрасиво.
Некоторые рисунки фрезеровки приходится дорабатывать на необходимый размер и например: если дверь широкая соответственно и панель широкая и рисунок рассчитанный на стандартный размер придется увеличить или добавить еще элемент.
Качество фрезерованной панели напрямую зависит от этапа фрезеровки,у нас на производстве фрезерование происходит на станках ЧПУ. Рисунки всегда получаются правильно рассчитанными по пропорциям и имеют ровные четкие линии.
Образцы, каталог фрезеровок (рисунков) МДФ
У вас остались вопросы звоните 8(495)762-71-89
На сайте Станкофф.RU вы можете купить насадные фрезы для мебельных фасадов ведущих производителей. В наличии и под заказ более 33 моделей фрез для изготовления мебельных фасадов по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Особенности фасадных комплектов фрезРабота с древесным массивом при изготовлении мебели требует выполнения специфических операций для создания разных вариантов профиля и контрпрофиля. Наиболее совершенным вариантом обработки материала считаются фрезы для мебельных фасадов, способные выполнять закругление заготовки по периметру, механическую обработку внутренней поверхности замкнутого контура и другие задачи декоративного оформления изделий.
Точные и чистые результаты обработки с использованием фасадной фрезы гарантирует технология изготовления деталей, основанная на использовании твердой стали специального состава с мелкозернистой структурой металла. Максимальную остроту лезвия приобретают благодаря специфической процедуре затачивания, которое производится с осевым уклоном режущего края.
При изготовлении фасадных частей мебели и ящиков используется древесина бука, дуба и ясеня, обладающая высокой степенью твердости, или более мягкий материал хвойных и лиственных сортов. Независимо от характеристик дерева фрезы для изготовления фасадов должны обладать свойствами, позволяющими длительно использовать расходники без потери технических качеств:
Твердосплавные фрезы для фасадов, представленные в нашем каталоге, способны создавать сложные комбинации узоров из прямых и криволинейных линий, осуществлять работу в разных плоскостях и изменять внешний вид изделий, увеличивая цену продукции при низкой себестоимости производства. В зависимости от конструкции инструмент подразделяют на цельный, обеспеченный сменными лезвиями, или имеющий напайку из твердого металлического сплава.
Фрезы по дереву для мебельных фасадов, предлагаемые нашей компанией, обладают сложным профилем и выпускаются в стандартном исполнении или со специфическим рисунком режущей плоскости. Детали используются на универсальных фрезеровочных станках с любым типом управления при изготовлении:
Для получения более широких возможностей при отделке деревянной мебели целесообразно купить фрезы для фасадов с комплектом сменных лезвий. Комбинируя ножи при обработке можно намного расширить количество вариаций оформления, обеспечив изделиям высокий уровень декоративности. В комплектацию кроме разного количества режущего инструмента может входить стакан и дополнительные детали в виде обгоночного кольца для точной работы по шаблону.
Как крепится заготовка на станке, струбцинами или же есть вакуумный стол? Если струбцинами то от этого вы не избавитесь, а если стол вакуумный то проблемы могут быть 3: плохая механика(вы утверждаете что с ней все в порядке, чем проверяли? на ощупь?), плохое качество инструмента(особенно влияет угол заточки, болезнь почти всех граверов, напарник даже новые оттачивал), и третье это сам алгоритм арткама не очень хорош в таком деле. Я видел как на WEEKE это делается, очередность действий другое, и тогда пришла "мысля" отредактировать в ручную УП арткама, и вот оно "эврика".
Каким образом затачить под правильным углом фрезу?
На сколько пог. метров хватает обычной V-образной твердосплавной фрезы?
У меня были какие-то схожие проблемы при работе с подобными граверами, если не ошибаюсь, в случае когда фрезеровка была в несколько слоёв по глубине и смещение фрезы делал по векторам- тоже была полка. Чтобы это исправить, прописывал инструмент несколько иначе, на мой взгляд это правильнее- ведь любой гравер имеет "пятку" Вот мои настройки гравера от фирмы DjTool
Отредактировано Данька (Сегодня 05:06:15)
Сегодня попробую забью настройки инструмента подобно вашим, отпишусь.
Спасибо за помощь всем.
Самый простой способ это часовым индикатором который ставится на пятку шпинделя на который задается усилие в верх при неподвижном винте.
Какая точность в арткаме при вычисление УП? Какой станок, какой постпроцессор? У вас УП с ошибками, для проверки сделал симуляцию в NC Studio и там видно что траектории кривые.
Точность стоит 0.01
Станок вот такой.

Более полного ответа дать не могу.
Постпроцессор в данный момент выложить возможности нет, через 3-4 часа выложу.
Поделиться 36 16-05-2014 12:07:51Попробуйте использовать стандартный постпроцессор для Mach у меня он так называется Mach3gb-MM-Arcs.con с ним УП получается правильное а у вас оно какое-то странное и g-code нестандартный.
Поделиться 37 20-05-2014 08:32:01Попробуйте использовать стандартный постпроцессор для Mach у меня он так называется Mach3gb-MM-Arcs.con с ним УП получается правильное а у вас оно какое-то странное и g-code нестандартный.
В АртКаме 8 версии такого пост.процессора не нашел.
Будьте добры, загрузите его куда-нибудь.
Я бы попробовал им воспользоваться.
Поделиться 38 20-05-2014 11:43:23В АртКаме 8 версии такого пост.процессора не нашел.
Будьте добры, загрузите его куда-нибудь.
Сегодня попробую с выложенным вами пост. процессором.
Так-же думаю сегодня попробовать в арт-каме указать угол фрезы поменьше.
ОЧень сильно кажется, что фреза не 120 градусов.
ОЧень сильно кажется, что фреза не 120 градусов.
Проверьте угломером, много чего может казаться.
Поделиться 41 24-05-2014 18:04:20Проверьте угломером, много чего может казаться.
Проверил угол фрезы. Угол фрезы 121 градус.
Один градус сильно критичен?
У кого нибудь вообще на столе Т-образными зажимами получалось сделать это? С ровными, красивыми углами?
В голову закралась мысль, что без вакумного стола не обойтись тут никак.