Категория: Инструкции




















1Е61ПМ
Призводство Приволжского завода имени Володарского конца 1940х до середины 1950годов.
Высокоточные, надёжные широкоуниверсальные, токарно-винторезные станки.
Определённо копировались со старых Чешских станков серии SV-18.
Станки высокоточные и качественно исполненные.
Шпиндель на бронзовых втулках с крупной резьбой для планшайбы патрона.
Автономная электрическая маслостанция с электроприводом.
Конструкция древняя, с коробкой Нортона.
Привод на шпиндель широким кожаным ремнём, который сшивали прямо на станке. По этой причине на станке нельзя "драть". Ремень проскальзывает.
Старт шпинделя - электромеханический.
Основной патрон - 120мм.
Проход шпинделя 32,5мм.
Двигатель 4,5кВт.
Станок не лёгкий и не короткий. Весит почти 1500кг.
На призводствах до сих пор встречается.
На вторичном рынке тоже имееся в не больших количествах.
Считается технически и морально - устаревшим.
Может продаваться по стоимости металолома (на вес..) и до 50 000руб.


токарно-винторезный, г.Москва, 1977г.
Аналог станков SAMAT, 250ИТВМ, 16ВТ20П Предназначен для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частоты вращения шпинделя, подач и шагов нарезаемых резьб в различных отраслях производства.
Станок комплектуется широкой номенклатурой принадлежностей, что дает возможность выбрать оптимальный вариант обработки. Станок удовлетворяет требованиям эргономики, отличается простотой управления и отвечает требованиям безопасности.
Наибольший диаметр обрабатываемого изделия над станиной, мм
Наибольший диаметр обрабатываемого изделия над суппортом, мм
Наибольшая длина обрабатываемого изделия, мм
Количество скоростей шпинделя прямого и обратного вращения
Количество продольных и поперечных подач
Пределы подач, мм/об:
Количество нарезаемых резьб:
Габаритные размеры станка, мм:
Масса станка (с электрооборудованием), кг


Модель, название: 1Е61ПМ Токарно-винторезный станок
Производство: -
Название, маркировка: Руководство по эксплуатации 1Е61ВМ 610.001РЭ
Год: 1981
Страниц: 60
Формат: jpg
Просмотреть образец документации
Узнать стоимость документации
В руководстве освещаются вопросы по установке, пуску, эксплуатации, уходу и обслуживанию токарно-винторезных станков моделей 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ. Последние три модели, выполненные на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию. Различия станут ясны из приведенных в данном руководстве таблиц и описаний. Соблюдение правил ухода и обслуживания станков позволит длительное время сохранять первоначальную точность и предотвращать преждевременный износ и поломки деталей. Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Описание станков:
- Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка - В;
- Станок токарно-винторезный модели 1Е61ПМ является универсальным и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка - П;
- Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход;
- Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход;
Краткое описание конструкции и работы станка. Привод станка осуществляется от индивидуального электродвигателя. От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка. Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач в шагов резьб, расположенное в шпиндельной бабке. Включая звено увеличения можно производить нарезку резьб с увеличенным шагом. Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой в комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь. Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках. Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки. Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой. Реверсирование главного движения электрическое, осуществляется рукояткой. Торможение вращения шпинделя осуществляется электромагнитной тормозной муфтой, расположенной в редукторе. Технологические возможности станка значительно расширяются благодаря дополнительным принадлежностям, поставляемым по особому заказу.
Комментарии
Производитель токарно-винторезного станка повышенной точности 1Е61ПМ, 1Е61ВМ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Токарно-винторезные станки. Общие сведенияТокарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.

Структурная схема токарно-винторезного станка

Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков со значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем ? = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станковСтанкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка1 - токарный станок (номер группы по классификации ЭНИМС)
Е – поколение станка
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 - токарно-винторезный)
1 – высота центров над станиной 175 мм
Буквы в конце обозначения модели:
В – высокая точность станка - (н, п, в, а, с) по ГОСТ 8-82
П – повышенная точность станка - (н, п, в, а, с) по ГОСТ 8-82
1Е61ПМ, 1Е61ВМ станок токарно-винторезный повышенной точности. Назначение и область примененияТокарные станки моделей 1Е61ПМ, 1Е61ВМ созданы на базе станка 1Е61М и относятся к классу легких токарных станков.
Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка - В.
Станок токарно-винторезный модели 1Е61ПМ является универсальный и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка - П.
Токарно-винторезные станки высокой точности 1Е61ВМ и повышенной точности 1Е61ПМ:
Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Токарные станки С1Е61ПМ, С1Е61ВМ выполнены на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Краткое описание конструкции и работы станкаПривод станка осуществляется от индивидуального электродвигателя.
От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке. а затем через зубчатые передачи на шпиндель станка. Пределы частоты вращения шпинделя при положении рукоятки 1:1 - 280. 1800 об/мин, при положении рукоятки 1:8 - 35,5. 224 об/мин.
Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач и шагов резьб, расположенное на трензеле в шпиндельной бабке. Включая звено увеличения шага можно производить нарезку резьб с увеличенным шагом.
Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой и комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь.
Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках.
Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой 10.
Реверсирование главного движения - электрическое, осуществляется рукояткой 22.
Торможение вращения шпинделя осуществляется электромагнитной тормозной муфтой, расположенной в редукторе.
Технологические возможности станка значительно расширяются благодаря дополнительным принадлежностям, поставляемым по особому заказу.
Модификации токарно-винторезного станка 1Е61ПМ1Е61 - первая модель серии токарно-винторезных станков
1Е61М - токарно-винторезный станок повышенной точности
1Е61МТ - токарно-винторезный станок повышенной точности
1Е61ПМ - токарно-винторезный станок повышенной точности
1Е61ВМ - токарно-винторезный станок высокой точности
С1Е61ПМ - токарно-винторезный станок повышенной точности - оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход
С1Е61ВМ - токарно-винторезный станок высокой точности - оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход
УТ16ВМ - токарно-винторезный станок высокой точности
УТ16ПМ - токарно-винторезный станок повышенной точности
УТ16ВМТ - токарно-винторезный станок высокой точности
УТ16ПМТ - токарно-винторезный станок повышенной точности
УТ16Д - токарно-винторезный станок повышенной точности
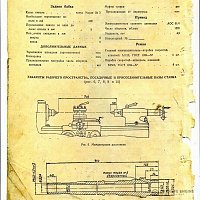
Габариты рабочего пространства токарно-винторезного станка 1Е61ПМ

Привод движения резания состоит из двух клиноременных передач, шеcтиступенчатого редуктора и переборного устройства.
Приводной вал I редуктора связан с двухскоростным электродвигателем мощностью 2,7/4,4 кВт клиноременной передачей через шкивы 2 и 3. Трехваловый редуктор имеет два двойных подвижных блока губчатых колес 5-4, 10-И и одно подвижное зубчатое колесо 6. Вал II получает вращение от вала I через зубчатые колеса 5-8, когда блок 5-4,(рис.5), сдвинут влево либо через губчатые колеса 4-7 при крайнем правом положении блока 5-4 или посредством зубчатых колес 6-9. В последнем случае зубчатое колесо 6 вводится в зацепление с зубчатым колесом 9, а блок 5-4 устанавливается в среднее нейтральное положение: Двойной блок IO-II позволяет увеличить количество скоростей на выходном валу III редуктора до 6.
Вращение от редуктора посредством клиноременной передачи через шкивы 12-13 и зубчатые колеса 14-15-16-17 сообщается шпинделю IV.
Нижний ряд чисел оборотов от 35,5 до 280 в минуту передается шпинделю через перебор.
Применяемый двухскоростной электродвигатель позволяет изменить нижний и верхний ряд чисел оборотов и получить 24 скорости вращения шпинделя. Вследствие совпадения шести скоростей шпиндель имеет 18 различных скоростей вращения (см. табл. 3).
Движение подачи суппорта передается от шпинделя. Вал VII получает вращение через зубчатые колеса 21-22-23-24. Подвижное зубчатое колесо 23, расположенное на валу VI, служит для изменения направления перемещения суппорта. При смещении зубчатого колеса влево вал VII получает вращение от блока 26-27, минуя промежуточное зубчатое колесо 24.
Для подачи суппорта сменные губчатые колеса a, b, c, d устанавливаются так, как показано на кинематической схеме, и вал IX приводится в движение от вала VII. Дальше движение передается через зубчатые колеса 28-33-37-39 на промежуточный вал XI. Выходной вал ХII и связанный с ним предохранительной муфтой ходовой валик XV получают вращение через зубчатые колеса 40-43 или 41-44.
Ходовой валик XV передает вращение посредcтвом червячной пары 49-50 валу XVI, на последнем установлены зубчатые колеса 51-52-53-54 планетарного механизма. Через планетарный механизм вращение передается на вал XVII, затем, через зубчатые колеса 55-56-57-58 передается движение на рейку. Таким образом, суппорт получает продольную подачу.
Поперечная подача осуществляется ходовым винтом XIX, который получает вращение от вала XVI через зубчатые передачи 51-52-53-54 и 55-60.
Для нарезания резьбы с шагом до 7-ми движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются с использованием звена увеличения шага при включенном переборе. Для этого зубчатое колесо 22 вводят в зацепление с зубчатым колесом 20.
Для нарезания резьб минуя множительный механизм коробки подач, ходовой винт XIV соединяется посредством муфты 32 напрямую с гитарой.
Для нарезания метрической, дюймовой и модульной резьб сменные зубчатые колеса а, в, c, d гитары (см. табл. 6) устанавливаются так, как указано в табл. 15, 16.
1Е61ПМ, 1Е61ВМ Электрическая схема токарного станка

Примечание. Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
Основные технические характеристики токарного станка 1Е61ПМОсновные параметры согласно ГОСТ 440-71.