


Категория: Инструкции
Главная страницаИсполнительная документация в строительстве.
Примеры, бланки актов.
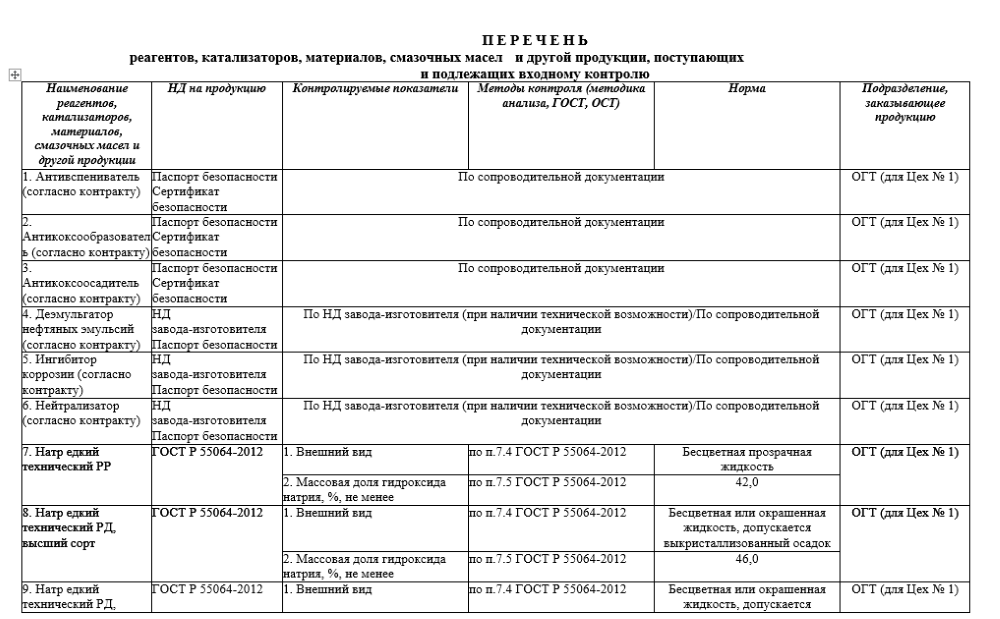
При строительстве объекта необходимо производить входной контроль качества поступающих материалов и оборудования на соответствие указанным в проектной документации ГОСТ, ТУ и другим характеристикам (например целостность, целостность упаковки, геометрические размеры, цвет, морозостойкость, водопроницаемость, срок годности, гарантийный срок и т.д.), при этом проверяются наличие и содержание сопроводительных документов поставщика (производителя), подтверждающих качество указанных материалов. Сам входной контроль производится до применения строительных материалов. Собственно сам смысл входного контроля заключается в выявлении не соответствующей чертежу или спецификации продукции, выявлении бракованных или некачественных материалов.
В пункте 7.1.3 СП 48.13330.2011 Организация строительства. Актуализированная редакция СНиП 12-01-2004 сказано что, "Результаты входного контроля должны быть документированы в журналах входного контроля и (или) лабораторных испытаний.
Сразу не рекомендую использовать журнал по форме ГОСТ 24297-87 "Входной контроль продукции". В нем 15 столбцов. Этот ГОСТ для промышленной продукции, а не строительства.
Определенной формы для строительства не нашел. В работе постоянно использовал журнал входного контроля который приложен в ссылке excel (11 столбцов). Он всегда всех устраивал. Для документов о качестве заводится отдельная папка, куда все они подшиваются. Следует своевременно вносить записи в журнал, чтобы не пришлось потом вспоминать когда что привезли. При ведении журнала обратите внимание на столбец "Условия хранения". Некоторые изоляционные материалы, краски хранятся только при положительных температурах (В отапливаемый склад). Мелочевка (В закрытый склад). Цемент в мешках (Навес). Ж/б изделия, кирпич, песок, металлоконструкции (открытый склад). Готовая бетонная смесь, раствор - сразу в работу. В 9, 10 графе лица проводившие входной контроль расписываются. Если материал по каким то параметрам не соответствует проекту в журнале пишется "не годен" и почему. Возможность его применения можно попробовать согласовать с Проектировщиком и Заказчиком.
Журнал входного контроля материалов скачать в Excel титульный лист в файле на вкладках
Другая форма журнала входного контроля материалов скачать в Word
доматут.рф - сайт для профессиональных строителей и тех кто строит своими руками.
| © 2016 доматут.рф все права защищены | Написать автору: alexey_baa@mail.ru | О сайте


















Основные требования к кованым и штампованным заготовкам. Порядок проведения Пособие к руководящему документу "Системы и комплексы охранной, пожарной и охранно-пожарной сигнализации. Основные методы неразрушающего контроля металлических материалов. Испытания и контроль качества продукции. Общие технические условия Установки электрогенераторные с бензиновыми двигателями внутреннего сгорания. Стандарт разработан в соответствии с ГОСТ 24297. Требования к разработке технологических карт и инструкций на входной контроль продукции. Наименование документа: РД 34. Средства индивидуальной защиты органов дыхания в чрезвычайных ситуациях.
В целях повышения надежности эксплуатации трубопроводов также имеются ограничения в применении труб: - изготовленных контактной сваркой токами высокой частоты ТВЧ ГОСТ 20295 тип 1 ; - спиральношовных, изготовленные электродуговой сваркой ГОСТ 20295 тип 2 ; - электросварочных прямошовных диаметром до 530 мм включительно. изготовленные по ГОСТ 10705, ГОСТ 10704. Способы контроля качества термической обработки и исполнительная документация. Порядок осуществления государственного метрологического надзора за выпуском, состоянием и применением средств измерений, аттестованными методиками выполнения измерений, эталонами и соблюдением метрологических правил и норм. ГОСТ 15895-77 - Статистические методы управления качеством продукции. Основные методы неразрушающего контроля металлических материалов. Основные положения» 3 «Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды», утв. Требования; Инструкция по входному контролю материалов, комплектующих комплектов. Контроль качества и приемка трубной продукции и оборудования организуется и проводится в целях обеспечения качества поставляемой продукции, предотвращения случаев поставок контрафактной продукции и повышения надежности и безопасности функционирования производственных объектов. ГОСТ Р ИСО 9001 — 2001 Системы менеджмента качества.
Входной контроль продукции, подготовка и аттестация персонала по ГОСТ 24297-87, разработка технологической карты входного контроля | ru | TÜV Rheinland - полезные сведения.Сведения о регистрации 544-ст от 26. Особенности приемки термически обработанной продукции. Основные требования и порядок технического осмотра металлопродукции 12. РАСПОРЯЖЕНИЯ губернатора Санкт-Петербурга от 31. Основные требования к сварным соединениям металлоконструкций, трубных узлов и оборудования работающего под давлением. Так на адресах капитального строительства, реконструкции, капитального и текущего ремонта не применяются стальные трубы со сроком изготовления более 1 года. Утвержден: Государственный комитет СССР по стандартам, 04.
В целях повышения надежности эксплуатации трубопроводов также имеются ограничения в применении труб: - изготовленных контактной сваркой токами высокой частоты ТВЧ ГОСТ 20295 тип 1 ; - спиральношовных, изготовленные электродуговой сваркой ГОСТ 20295 тип 2 ; - электросварочных прямошовных диаметром до 530 мм включительно. изготовленные по ГОСТ 10705, ГОСТ 10704. Государственные стандарты РД 34 10. Средства индивидуальной защиты органов дыхания в чрезвычайных ситуациях. ГОСТ Р ИСО 9001 — 2001 Системы менеджмента качества. Порядок и сроки проведения входного контроля ПКИ устанавливаются в соответствии с " Инструкцией о. Статус: Не действует - Заменен. Особенности приемки термически обработанной продукции.
Смотри такжеВот этот 1 кг на 1 тонну и будет вашим расходом ресурса. Шаг замера овальности гнутой части отводов должен быть для отводов диаметром 720 мм не более чем 1м. Технические условия; — ГОСТ 24297-87. Входной контроль осуществляют по параметрам требованиям и методам, установленным в НТД на контролируемую продукцию, договорах на ее поставку и протоколах разрешения. В этом случае Заказчик направляет на завод-изготовитель акт входного контроля вместе с вызовом специалистов данного завода-изготовителя. МЕТОДЫ ВХОДНОГО КОНТРОЛЯ И ОЦЕНКИ КАЧЕСТВА ПРОДУКЦИИ 4. СТП устанавливает порядок организации, проведение и оформление результатов входного контроля металлопродукции, применяемой на предприятии. В перечень ведущих задач входного контроля внесены: контроль наличия обязательной сопроводительной документации на указанную продукцию; проведение контроля соответствия требованиям имеющейся нормативно-технической и конструкторской документации относительно комплектности продукции и ее качества; мониторинг и накопление существующих статданных о фактической степени качества изготавливаемой продукции для возможности последующей разработки на основе собранного материала предложений относительно повышения ее качества а, в случае необходимости, и пересмотра существующих требований, предъявляемых к ней НТД; систематический контроль за соблюдением поставщиками сроков и правил хранения продукции. Все измерения должны проводиться после визуального контроля или параллельно с ним.
Значение среднего входного уровня дефектности может быть использовано в качестве исходного значения для обоснования и выбора приемочного уровня дефектности AQL. Настоящая Инструкция устанавливает обязательные требования к организации и порядку производства работ по визуальному и измерительному контролю, включая требования к подготовке и аттестации персонала, средствам контроля, организации работ, фиксации результатов контроля и т. Для количественного анализа пробы из спектра выбирают одну или несколько аналитических линий каждого анализируемого элемента. Берется из ТУ или тех. Номенклатура и объем продукции 6. Последовательность входного контроля целесообразно назначать такой, при которой контроль одних контролируемых параметров продукции не приводил бы к изменению других, а также неисправимые дефекты, по возможности, обнаруживались на более ранних этапах входного контроля. К таким условиям можно отнести, например, температурный режим, процесс расконсервации, получение однородной массы или равномерного состава, время вхождения продукции в рабочий режим, устойчивость к. маслам, моющим средствам, влиянию внешних полей, влажности, атмосферному давлению, солнечной радиации, агрессивным средам, времени выдержки и т. Химические методы анализа, в основе которых лежат химические реакции определяемых веществ в растворах, включают, главным образом, гравиметрический, титриметрический и колориметрический анализы. Стеллажи для хранения комплектующих изделий располагаются на расстоянии не менее 0,5 м от отопительных приборов.
Информация об: Гост инструкция по входному контролю - нужная штука.При доступности визуальный и измерительный контроль основного металла и сварных соединений изделий следует выполнять как с наружной, так и с внутренней стороны изделия. Результаты этого вида контроля с приложением таблиц проведенных испытаний заносят в паспорт входного контроля. Однако, в случае, если электроды из открытой металлической банки не были использованы в течение рабочей смены
8 ч. они должны быть прокалены. Наименование документа: РД 34. Визуальный и измерительный контроль качества изделий деталей, сборочных единиц. а также сварных соединений при изготовлении монтаже, ремонте, реконструкции должен выполняться в соответствии с требованиями "Технологической карты контроля" или "Карты схемы операционного контроля" Приложения В и Г. Технологической картой предусмотрено выполнение работ комплексным звеном входного контроля в составе высококвалифицированных линейных ИТР и работников аккредитованной строительной лаборатории. Входной контроль остальных МТР следует осуществлять при их доставке на строительную площадку. Визуальный и измерительный контроль качества изготовления изделий деталей, сборочных единиц выполняется с целью подтверждения их соответствия требованиям рабочих чертежей и ТУ на изготовление и Правил. Для остальных материалов в соответствие с ГОСТ, ТУ и инструкциям на применение мастик Встроенными термометрами и термопарами Непрерывно в процессе работы Проверка условий и сроков хранения грунтовок, мастик, оберток Температура и условия хранения должны соответствовать требованиям ТУ и раздела 3 настоящего регламента Визуально, термометрами температуры окружающего воздуха При входном контроле материалов на складе ВХОДНОЙ КОНТРОЛЬ ЖЕЛЕЗОБЕТОННЫХ ПРИГРУЗОВ При приемке пригрузов производится входной контроль поступающих изделий с регистрацией результатов в журнале входного контроля.
В принципе, согласно п. Класс герметичности затвора указываются в паспорте завода-изготовителя. Вид входного контроля оплошной или выборочный устанавливается потребителем и представителем заказчика. Напильники ГОСТ 1465-80 1 компл. Сплошной контроль рекомендуется назначать в тех случаях, когда он технически и экономически целесообразен и продукция штучная. Входной контроль металлопродукции является обязательным на фирмах предприятиях. разрабатывающих или изготовляющих промышленную продукцию, а также осуществляющих ее ремонт. Сроки складского хранения исчисляются со дня приемки изделия заказчиком на предприятии-поставщике.
ТИ определяет объем и виды входного контроля в соответствии с перечнем металлов и полуфабрикатов, подлежащих ВК. Процедуру отбора проб проводят под непосредственным контролем БВК. На входном контроле выполняются проверки по первым четырем пунктам см. Контроль качества и приемка работ. Порядок проведения входного контроля Визуальный контроль При визуальном контроле проверять: — отсутствие повреждений заводской упаковки и соответствие требованиям данной упаковки ТУ; — комплектность на соответствие требованиям ТУ; — маркировку; — наличие заглушек, обеспечивающих защиту стыковых кромок под сварку; — наличие консервации стыковых кромок под сварку; — отсутствие на корпусе и торцах вмятин, задиров, механических повреждений, коррозии; — отсутствие расслоений любого размера на торцах патрубков; — целостность защитного антикоррозионного покрытия. Указанные параметры должны соответствовать ГОСТ 13015.
В соотве тствии с ГОСТ 24297—87 входной контроль проводит подразделение входного контроля — бюро входного контроля БВК. входящее в состав службы технического контроля качества предприятия ОТК. При получении результатов, несоответствующих сертификату, испытание повторяют на удвоенном количестве образцов. При разработке данных стандартов рекомендуется установить порядок и процедуры взаимодействия: БТК внешней приемки БТК ВП с отделом внешней кооперации; БТК ВП с подразделениями лабораториями, цехами входного контроля; БТК ВП с БТК цехов-потребителей комплектующих изделий; лабораторий, цехов входного контроля с отделами и цехами предприятия отделами: главного технолога, метролога, технического контроля, надежности и др. При входном контроле допускается проводить тренировку продукции в условиях и режимах, предусмотренных НТД. Перечень утверждается главным инженером предприятия-потребителя, а также заместителем директора предприятия, объединения по качеству начальником ОТК УТК. По результатам измерений определяют среднее максимальное и среднее минимальное значения. При необходимости в "Перечень" допускается включать требования или указания, отражающие особенности продукции.
Основными показателями качества металла являются: химический состав; микро- и макроструктура; основные и технологические свойства; размеры, геометрия и качество поверхности металлопродукции. Требования к качеству металла и продукции из него оговорены в национальных стандартах, технических условиях фирм (предприятий) или отдельных соглашениях между потребителем и поставщиком. Качество металла и надежные методы определения его основных показателей являются главными в технологической цепи производства. Качество металлопродукции, поступающей на предприятие, определяется при входном контроле (ВК).
Входной контроль пїЅ контроль продукции поставщика, поступившей к потребителю, предназначенной для использования при изготовлении, ремонте или эксплуатации продукции.
Входной контроль металлопродукции является обязательным на фирмах (предприятиях), разрабатывающих или изготовляющих промышленную продукцию, а также осуществляющих ее ремонт. Этот контроль организуется и проводится в соответствии с ГОСТ 24297пїЅ87, а также со стандартами и другой нормативно-технической документацией (НТД) предприятия.
В соотве т ствии с ГОСТ 24297пїЅ87 входной контроль проводит подразделение входного контроля пїЅ бюро входного контроля (БВК), входящее в состав службы технического контроля качества предприятия (ОТК).
Основными задачами входного контроля являются:
проведение контроля наличия сопроводительной документации на продукцию;периодический контроль за соблюдением правил и сроков хранения продукции поставщиков.
Входной контроль необходимо проводить в специально отведенном помещении (участке), оборудованном необходимыми средствами контроля, испытаний и оргтехники, а также отвечающим требованиям безопасности труда.
Средства измерений и испытательное оборудование, используемые при входном контроле, выбирают в соответствии с требованиями НТД на контролируемую продукцию и ГОСТ 8.002пїЅ86. Если метрологические средства и методы контроля отличаются от указанных в НТД, то потребитель согласовывает технические характеристики используемых средств и методы контроля с поставщиком.
На предприятии для обеспечения выполнения требований ГОСТ 24297, а также стандартов серии ГОСТ Р ИСО 9 000 с учетом профиля и особенностей выпускаемой продукции разрабатывается собственная НТД. Например, на крупных предприятиях разрабатываются стандарты предприятия (СТП) пїЅВходной контроль металлических материаловпїЅ, пїЅТехнологическая инструкция (ТИ) входного контроля металлических материаловпїЅ и др.
СТП устанавливает порядок организации, проведение и оформление результатов входного контроля металлопродукции, применяемой на предприятии. ТИ определяет объем и виды входного контроля в соответствии с перечнем металлов и полуфабрикатов, подлежащих ВК. Объем и виды входного контроля устанавливаются в соответствии с НТД и техническими условиями на выпускаемую продукцию.
Проведение ВК возлагается на БВК. Во входом контроле участвуют: склад покупной металлопродукции или цех-потребитель (далее склад) и центральная заводская лаборатория (ЦЗЛ).
Входной контроль металлопродукции предусматривает следующие проверки:
сопроводительной документации, удостоверяющей качество (сертификата, паспорта);марки материала (химического состава), механических свойств, структуры.
Типовая схема организации ВК (рис. 3.1) заключается в следующем. Поступившая на склад металлопродукция принимается с сопроводительной документацией по номенклатуре, ассортименту
Рис. 3.1. Типовая схема организации входного контроля
и количеству и не позднее 10 дней передается на входной контроль. На входном контроле выполняются проверки по первым четырем пунктам (см. выше) и производится отбор проб для подтверждения марки металла, структуры, механических и специальных свойств. Отбор проб проводится под контролем БВК. Отобранные пробы передаются в ЦЗЛ. На основании данных входного контроля, включая заключения ЦЗЛ, делается вывод о соответствии качества металлопродукции установленным требованиям.
При положительных результатах контроля в сопроводительной документации (сертификате, паспорте) делается отметка пїЅВходной контроль проведен, соответствует ТИпїЅ
При несоответствии какого-либо показателя установленным требованиям контролю подвергается удвоенное количество образцов от данной партии металла. При повторном получении неудовлетворительных результатов склад, БВК и отдел снабжения составляют акт на брак.
Забракованный металл маркируется красной краской пїЅБракпїЅ и хранится в изоляторе брака до принятия решения об утилизации или возврате.
В ТИ регламентируется объем контроля размеров сортамента металлопродукции, который составляет, как правило, 5 % от одной партии. Контроль размеров производится измерительными инструментами, обеспечивающими погрешность измерения, равную ½ допуска на измеряемый параметр.
В зависимости от вида сортамента (пруток, лента, лист и т. д.) контролю подлежат размеры, указанные в сертификате, при этом в ТИ оговорено, как и в каких местах проводятся измерения.
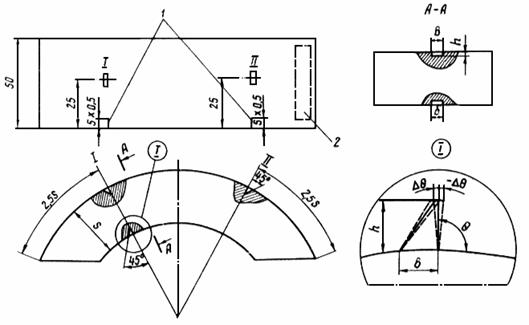
Например, измерение толщины полос и лент должно проводиться на расстоянии не менее 50 мм от конца и не менее 10 мм от кромки. Ленты шириной 20 мм и менее измеряются посредине. Измерения производятся микрометром по ГОСТ 6507пїЅ90 или ГОСТ 4381пїЅ87.
Измерение толщины листов и плит производят на расстоянии не менее 115 мм от углов и не менее 25 мм от кромок листа штангенциркулем (ГОСТ 166пїЅ89).
Измерение диаметров прутков, проволоки производят не менее чем в двух местах в двух взаимно перпендикулярных направлениях одного и того же сечения микрометром (проволока) или штангенциркулем (пруток). Ширину и длину измеряют металлической рулеткой по ГОСТ 7502пїЅ89 или металлической линейкой по ГОСТ 427пїЅ75.
Качество поверхности металла проверяют на соответствие требованиям НТД на поставку визуально без применения увеличительных приборов (кроме случаев, оговоренных особо). Рекомендованный объем контроля составляет 5 % от партии. В некоторых случаях (поковки, отливки и др.) контролю поверхности подвергают 100 % продукции.
Наиболее общие характерные дефекты поверхности металлопродукции приведены в табл. 3.1 и на рис. 3.2.
Дефекты поверхности металлопродукции
Рис. 3.2. Дефекты поверхности металлопродукции:
а ) плены; б ) пузыри на поверхности; в ) трещины при сильном наклепе; г ) трещина, вызванная шлифовальным прижогом;
д ) забоины; е ) закалочные трещины; ж ) шлифовочные трещины; (е и ж пїЅ выявлены магнитным порошком)
При необходимости контроля внутренней поверхности труб от них отрезают образцы, разрезают их по образующей и контролируют наличие дефектов.
Во всех случаях при обнаружении дефектов (в том числе следов коррозии) из мест расположения этих дефектов отбираются пробы и отправляются в ЦЗЛ для определения характера дефекта и глубины его залегания. По заключению ЦЗЛ принимается решение о годности данной партии металла.
Этот контроль проводится в ЦЗЛ на специально отобранных пробах от каждой партии металла с оформлением заключения по установленной форме.
Данный вид контроля проводится с целью установления соответствия качественного и количественного химического состава металлопродукции нормам, заявленным в сертификате.
Норма отбора проб для контроля химического состава устанавливается в ТИ и составляет, как правило:
для листов и плит пїЅ от одного контрольного листа, плиты партии;
для лент, полос, проволоки пїЅ от одного контрольного рулона партии;
для прутков и профилей, имеющих поштучное клеймение завода-поставщика пїЅ от одного прутка, профиля, партии;
для прутков и профилей, имеющих маркировку на бирке пїЅ от 2-х, 3-х и 5-ти прутков, профилей для партий в количестве менее 30 шт. от 30 до 50 шт. и свыше 50 штук соответственно.
Отобранные пробы направляются в ЦЗЛ, где проводится контроль химического состава с использованием химических и/или спектральных методов анализа.
Химические методы анализа, в основе которых лежат химические реакции определяемых веществ в растворах, включают, главным образом, гравиметрический, титриметрический и колориметрический анализы. Эти методы описаны в соответствующих ГОСТ. Необходимо отметить, что химиический анализ трудоемок, не является универсальным и не обладает высокой чувствительностью (особенно при малых концентрациях определяемых элементов).
Спектральный анализ пїЅ физический метод качественного и количественного определения состава вещества по его спектрам.
Для экспрессного и маркировочного анализа химического состава сталей, чугунов и цветных сплавов широко применяются спектрографы (ИСП-30, ДФС-13, ДФС-8) и квантометры (ДФС-41, ДФС-51, МФС-4, пїЅПапуас-4пїЅ), в основу работы которых положена общепринятая схема эмиссионного спектрального анализа. При проведении анализа между двумя электродами, одним из которых является анализируемая проба, возбуждается импульсный электрический разряд. Излучение возбужденных в разряде атомов элементов, входящих в состав пробы, проходит через полихроматор с вогнутой дифракционной решеткой и разлагается в спектр. Каждому химическому элементу соответствует своя совокупность спектральных линий, интенсивность которых зависит от концентрации элемента в пробе.
При качественном анализе полученный спектр интерпретируют с помощью таблиц и атласов спектров элементов. Для количественного анализа пробы из спектра выбирают одну или несколько аналитических линий каждого анализируемого элемента.
Интенсивность (J ) спектральной линии длиной l связана с концентрацией (с ) элемента в пробе зависимостью:
где а и b пїЅ величины, зависящие от условий анализа.
Современные приборы для спектрального анализа, как правило, совмещены с ЭВМ, позволяющими полностью автоматизировать анализ спектров.
Кроме указанных приборов на предприятиях находят применение стилоскопы (рис. 3.3) типа пїЅСпектрпїЅ для быстрого визуального качественного и сравнительного количественного анализа черных и цветных сплавов в видимой области спектра. Переносной вариант стилоскопа (СЛУ) позволяет проводить такой анализ в цехах, на складах, на крупногабаритных деталях без разрушения поверхности.
Спектральный анализ металлов проводят по ГОСТам, а именно:
сталей пїЅ ГОСТ 18895пїЅ81;
титановых сплавов пїЅ ГОСТ 23902пїЅ79;
алюминиевых сплавов пїЅ ГОСТ 7727пїЅ75;
магниевых сплавов пїЅ ГОСТ 7728пїЅ79;
меди пїЅ ГОСТ 9717.1пїЅ82, ГОСТ 9717.2пїЅ82, ГОСТ 9717.2пїЅ83;
медно-цинковых сплавов пїЅ ГОСТ 9716.0пїЅ79, ГОСТ 9716.1пїЅ79, ГОСТ 9716.2пїЅ79, ГОСТ 9716.3пїЅ79;
безоловянных бронз пїЅ ГОСТ 20068.0пїЅ79, ГОСТ 20068.1пїЅ79, ГОСТ 20068.2пїЅ79, ГОСТ 20068.3пїЅ79.
Рентгеноспектральный анализ. По сравнению с оптическими спектрами рентгеновские характеристические спектры содержат меньшее число линий, что упрощает их расшифровку. Это преимущество обусловливает все более широкое применение рентгеновского анализа в заводских лабораториях.
Характеристический рентгеновский спектр пробы можно получить, либо поместив ее на анод рентгеновской трубки и облучая пучком электронов с энергией 3пїЅ50 КэВ (эмиссионный метод), либо расположив пробу вне трубки и облучая ее исходящими из трубки достаточно жесткими рентгеновскими лучами (флуоресцентный метод).
Флуоресцентный метод более предпочтителен т. к.
имеет более высокую чувствительность (до 0,0005 %);
более оперативен и технологичен (нет необходимости делать трубку разборной и откачивать ее для поддержания вакуума);
проба не подвергается нагреву.
Применяемые в промышленности для контроля химического состава сталей и сплавов флуоресцентные рентгеноспектрометры (Спарк-1-2М, Lab-Х3000, ED 2000, MDX 1000) оснащены ЭВМ, что позволяет автоматизировать процесс обработки спектров и повысить оперативность (рис. 3.4).
Результаты контроля химического состава металла оформляются в сопроводительной документации и регистрируются в паспорте входного контроля.
Рис. 3.3. Оптическая схема стилоскопа:
1 пїЅ источник света (электрическая дуга между электродами, которыми служат исследуемые образцы); 2 пїЅ конденсатор;
3 пїЅ щель; 4 пїЅ поворотная призма; 5 пїЅ объектив;
6 и 7 пїЅ призмы, разлагающие свет в спектр; 8 пїЅ окуляр
Рис. 3.4. Функциональная схема флуоресцентного рентгеновского спектрометра:
РТ пїЅ рентгеновская трубка; А пїЅ анализатор; Д пїЅ детектор
При входном контроле импортных материалов производится определение марки материала в соответствии с сертификатом по химическому составу.
Данный вид контроля проводится в ЦЗЛ в соответствии с требованиями СТП и ТИ. Содержание и объем контроля механических свойств поступающей на предприятие металлопродукции определяется маркой металла, состоянием поставки и назначением в соответствии с НТД.
Как правило, механические свойства контролируются при испытаниях: на одноосное растяжение, на твердость, на ударную вязкость (см. гл. 2). Форма и размеры образцов для испытаний должны соответствовать требованиям ГОСТ 1497пїЅ84 и ГОСТ 9454пїЅ78.
Для испытаний на растяжение металла круглого, квадратного и шестигранного сечения от каждой партии отбирают 2 пробы, длиной 60 мм от любого конца проката.
Для испытаний на растяжение проволоки, поступающей в бухтах для изготовления пружин, от одной бухты каждой партии отбирается проба длиной 600 мм, а для проволоки диаметром 0,9 мм одна проба длиной 1500 мм на расстоянии не менее 1 м от конца бухты.
Для испытаний на растяжение листового проката от одного листа отбирают две пробы длиной 250 мм и шириной 50 мм вдоль направления прокатки, а от листов из алюминиевых и магниевых сплавов пїЅ поперек прокатки. Для лент и полос от одного рулона каждой партии отбирается проба длиной 400 мм на расстоянии не менее 1 м от конца рулона.
Для испытания на ударную вязкость от листов, полос толщиной не менее 11 мм, от труб с толщиной стенки не менее 14 мм, прутков диаметром не менее 16 мм от любого конца рядом с пробой для испытаний на растяжение отбирают 2 пробы размером 11 ×11×60 мм для изготовления образцов размером 10×10×55 мм. От проката толщиной до 10 мм отбирают 2 пробы для изготовления образцов размером 5×10× 55 мм. Для испытаний на ударную вязкость при минусовых температурах отбирают 3 пробы.
При получении результатов, несоответствующих сертификату, испытание повторяют на удвоенном количестве образцов. Если при повторных испытаниях получены отрицательные результаты хотя бы на одном образце, то вся партия металла бракуется. Результаты механических свойств металла отражают в паспорте входного контроля с приложением таблиц испытаний.


.jpg)