








Категория: Инструкции
Летом на даче всегда требуется вода для полива и других нужд. А для сбора дождевой воды и ее запаса нужны бочки. Поскольку старые бочки у меня уже прослужили более 20 лет и не подлежали ремонту, то я приобрел несколько новых бочек. Эти бочки оказались китайского производства. И вот в одной из них оказалось наличие течи. Бочка новая, но от удара у нее разошелся не особенно качественный сварной шов. Причем эта дырка образовалась у самого днища, поэтому наливать туда воду было бесполезно, поскольку она все равно бы вытекла.

По совету соседей для ремонта этой дырки я приобрел так называемую холодную сварку (Рис.1). Как известно, она представляет собой двухкомпонентный герметик с металлическим наполнителем. В соответствии с инструкцией по применению я зачистил шкуркой покрашенный металл в том месте, где образовалась щель, а затем обезжирил это место растворителем. После этого кусок холодной сварки я размял пальцами. Масса нагрелась и стала мягкой как пластилин. Этой массой я и замазал щель в бочке (Рис.2).

Через сутки масса затвердела. Я обработал ее шкуркой и закрасил краской. И вот уже три месяца бочка сохраняет налитую в нее воду. Течи я нигде не обнаружил. Таким образом, за относительно небольшую плату была восстановлена железная бочка.



















Наверняка те, кто хоть раз занимался ремонтом автомобилей, труб центрального отопления, сантехники и т. п. сталкивался с таким понятием, как холодная сварка для металла, и наверняка скажет, что это – такой двухкомпонентный клей с добавлением металлического порошка. С одной стороны, это так, но с другой стороны, подобный ответ был бы неполным, поскольку у этого понятия существует еще и другое значение.
1. Холодная сварка методом пластической деформации
Согласно существующему ГОСТу 2601-84, холодная сварка металла – это сварка, производимая без применения каких-либо источников тепла, соединение металлических деталей при которой происходит за счет значительной пластической деформации, образующейся от механического воздействия на соединяемые элементы.
Этот вид сварки применяется для соединения деталей из меди, никеля, свинца, серебра, кадмия, железа. Особенно этот способ эффективен для скрепления деталей из разнородных металлов или при использовании металлов, чувствительных к нагреву. Холодная сварка методом пластической деформации может быть точечной, шовной или стыковой.
Спаивание элементов таким методом – процесс довольно сложный и требующий специального оборудования, а потому наибольшее распространение (особенно в быту) получил другой способ.
2. Холодная сварка для металла на основе эпоксидной смолы
Этот способ уникален тем, что позволяет соединять детали из самых различных материалов: металла, керамики, пластика, стекла, дерева и т. д.
Имеющаяся сегодня на рынке холодная сварка для металла, цена на которую обычно не превышает ста рублей, выпускается в различных вариантах упаковки: брусочки, баночки, тюбики. Но, независимо от варианта исполнения, в ее основу обязательно входит эпоксидный клей с добавлением металлического порошка для придания особой прочности. Кроме того, туда добавляются всевозможные наполнители, модификаторы, пластификаторы и т. д. В любом случае холодная сварка для металла имеет в своем составе два компонента – смолу и отвердитель, после смешивания которых начинается процесс отвердевания.
Поскольку такой вид сварки достаточно герметичен, его часто используют для ремонта трубопроводов, бензобаков, радиаторов (в том числе и радиаторов центрального отопления).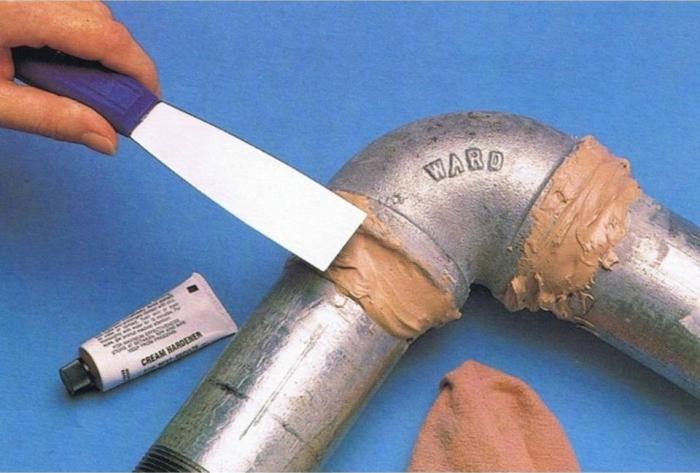
Холодная сварка для металла: инструкция по использованию
В зависимости от типа и производителя она может выпускаться в двух тюбиках или баночках, которые перед употреблением необходимо смешивать между собой. Наиболее практичным вариантом является холодная сварка для металла в виде прутка.
Пользоваться ею не составляет никакого труда. Прежде всего, нужно подготовить скрепляемые поверхности, которые необходимо очистить от грязи, по возможности помыть и обезжирить. Для этого подойдет бензин или любой растворитель. Затем необходимо смоченными руками взять необходимое количество сварки и разминать в руках приблизительно 3-5 минут, пока она не станет по своей консистенции напоминать пластилин. После этого нанести ее на соединяемые детали и прижать. При необходимости излишки сварки удалить шпателем. Полное высыхание холодной сварки происходит через сутки, после чего изделие можно смело эксплуатировать.
КРЕПЧЕ СТАЛИ? Наверное, многие читатели помнят рекламу, которой пару лет назад был заполнен эфир телеканалов: два здоровенных грузовика разрывают склеенные бетонные кольца, при этом кольца лопаются, а клеевой шов остается целым. Кольца как раз и склеивали составом, похожим на известные многим автолюбителям холодные сварки. Настолько ли они хороши, как показывается в рекламе? Задавшись этим вопросом, мы пошли закупать в автомагазинах составы и готовить тест. Таким образом, представляем на суд читателей проведенные журналом «ПОТРЕБИТЕЛЬ. АвтоДела» механические испытания на сдвиг и отрыв восьми образцов холодных сварок. Тестировались препараты следующих производителей: • ABRO — Abro Steel • Hi-Gear — «Быстрая сталь» • Permatex — Сold Weld • VersaChem — Magnum Steel • «Эльф Филлинг» — «Титан» • HENKEL — «Момент СуперЭпокси» • ADEFAL TRADING S.A. — Poxipol • WURTH — Liquid Metal Fe 1 Как мы тестировали Для получения образцов клеевых соединений были использованы стальные пластины размером 20 х 45 мм и толщиной 4 мм. Для увеличения адгезии между клеевыми составами и пластинами поверхности последних были ошлифованы шкуркой с абразивом средней зернистости. Перед нанесением клеевого состава проводилась двухступенчатая очистка всех пластин: вначале их обрабатывали очищенным бензином, после — ацетоном. Подготовка клеевых составов к применению проводилась в четком соответствии с инструкцией к каждому средству. После склеивания место соединения помещалось под десятикилограммовый груз, где выдерживалось в течение следующих 24 часов при температуре окружающей среды +24—26 ?С и относительной влажности воздуха 60—65%. В зависимости от вязкости клеевого состава толщина клеевого шва колебалась от 0,2 до 0,5 мм. Площадь склеиваемой поверхности для всех образцов равнялась 400 кв. мм, соответственно, на единицу поверхности клеевого стыка приходилось давление, рассчитанное по формуле: P = Fo/Aст. где Fo = m x g = 10 x 9,81 = 98,1H; Aст. = 400 кв. мм — площадь стыка. P = 98,1 / 400 = 0,25 Н/кв. мм. Такой показатель, как среднее напряжение среза в предположении равномерного распределения касательных сил по поверхности клеевого соединения, вычислялся по формуле Тср = Fср. / Aст. Механические испытания проводились на универсальной испытательной машине, у которой скорость перемещения активного захвата равняется 5—6 мм/мин. Испытания на срез проводились по схеме односрезного соединения (рис. 1). Испытания на отрыв проводились по схеме, приведенной на рис. 2. При проведении испытаний на отрыв согласно этой схеме, в клеевом стыке возникает неравномерное напряженное состояние (рис. 3): М = F х a. Напряжение в клеевом стыке распределено по закону: ? (max/min) = +/– M / Wст. + F / Aст. где Wст. = b3/6 — момент сопротивления площади стыка изгибу; Аст. = b2. «Эльф Филлинг» «Титан» Испытания на срез: среди восьми составов холодных сварок, принимавших участие втесте, был иодин отечественный препарат, проявивший себя по ходу испытаний самым наилучшим образом. Итак, участник номер пять— холодная сварка «Титан» компании «Эльф Филлинг». «Титанические» усилия первого же опытного образца клеевого соединения позволили ему выдержать приложенную кнему силу, равную 1686Н,— лучший показатель среди уже прошедших испытания составов холодных сварок. Правда, остальные опытные образцы оказались несколько слабее, ипоэтому среднее значение силы среза составило 1616Н. Среднее напряжение среза для образцов «Титана»— 4,04мПа. Испытания на сдвиг: признаться, от явного фаворита нашего теста по результатам первой части испытаний мы ина этот раз ожидали хорошего результата. И«Титан» нас не разочаровал: 438Н— такое усилие потребовалось развить испытательной машине, чтобы разрушить наиболее прочный образец клеевого соединения. Среднее же значение силы отрыва по сумме испытаний всех образцов составило 381Н. Максимальное напряжение отрыва ? (max) клеевого соединения холодной сварки «Титан»— 9,5мПа. Витоге: испытания на сдвиг— 1?е место, испытания на отрыв— 1?е место. Общий результат тестирования— 1?е место. РЕЗЮМЕ Абсолютный победитель нашего теста. Состав «Титана» формирует исключительно прочный, со стабильными эксплуатационными характеристиками соединительный слой, способный одинаково хорошо справляться сразличными механическими нагрузками. HENKEL «Момент CуперЭпокси» Испытания на срез: шестой номер достался эпоксидному клею «Момент СуперЭпокси» компании Henkel. Наиболее прочное из всех клеевых соединений «Момент СуперЭпокси» справилось сусилием 1488Н, пропустив вперед по этому показателю лишь Cold Weld и«Титан». Но вотличие от Cold Weld, состав «Момент СуперЭпокси» оказался значительно более стабильным, ивитоге среднее значение силы среза составило 1352Н. Среднее напряжение среза для образцов «Момент СуперЭпокси»— 3,38мПа. Испытания на сдвиг: вотличие от «Титана», эта холодная сварка, показавшая очень хороший результат впервом круге испытаний, плохо справилась стестом на сдвиг. Самый крепкий клеевой шов выдержал усилие, равное всего лишь 94,5Н, асреднее значение силы отрыва составило 76,3Н. Максимальное напряжение отрыва ? (max) клеевого соединения холодной сварки «Момент СуперЭпокси»— 1,91мПа. Витоге: испытания на сдвиг— 2?е место, испытания на отрыв— 8?е место. Общий результат тестирования— 4?е место. РЕЗЮМЕ Клеевое соединение, сформированное спомощью «Момент CуперЭпокси», способно хорошо справляться смеханическими нагрузками, направленными вдоль клеевого соединения (испытания на срез). Вто же время состав не следует использовать вместах, где клеевое соединение будет подвергаться значительным нагрузкам на разрыв. На всякий случай: Avto.pro - запчасти для иномарок: hyundai, subaru, toyota, лада, skoda, mercedes benz. Тест холодных сварок Наверное, многие читатели помнят рекламу, которой пару лет назад был заполнен эфир телеканалов: два здоровенных грузовика разрывают склеенные бетонные кольца, при этом кольца лопаются, а клеевой шов остается целым. Кольца как раз и склеивали составом, похожим на известные многим автолюбителям холодные сварки. Настолько ли они хороши, как показывается в рекламе? Тест холодных сварок Наверное, многие читатели помнят рекламу, которой пару лет назад был заполнен эфир телеканалов: два здоровенных грузовика разрывают склеенные бетонные кольца, при этом кольца лопаются, а клеевой шов остается целым. Кольца как раз и склеивали составом, похожим на известные многим автолюбителям холодные сварки. Настолько ли они хороши, как показывается в рекламе? Тест холодных сварок Наверное, многие читатели помнят рекламу, которой пару лет назад был заполнен эфир телеканалов: два здоровенных грузовика разрывают склеенные бетонные кольца, при этом кольца лопаются, а клеевой шов остается целым. Кольца как раз и склеивали составом, похожим на известные многим автолюбителям холодные сварки. Настолько ли они хороши, как показывается в рекламе? Тест холодных сварок Наверное, многие читатели помнят рекламу, которой пару лет назад был заполнен эфир телеканалов: два здоровенных грузовика разрывают склеенные бетонные кольца, при этом кольца лопаются, а клеевой шов остается целым. Кольца как раз и склеивали составом, похожим на известные многим автолюбителям холодные сварки. Настолько ли они хороши, как показывается в рекламе?
В 1»-штрихкод 460011840222 «Хенкель Рус» и и « Ремтека титан » при температуре 20 град С. Эпоксилин не затвердел, а РЕМТЕК.
Наличие: Есть в наличии; Страна производитель: Китай; Номер производителя: 108401; Единица измерения: штука; Габариты (мм): 210*10* 235; Вес.
Tigar, Titan, Top Gear, Tork, Tornado, Total, Toya, Toyota, Transcend, Transmaster, Trico Рекардо, Ремтека, Ресурс, Римет, Родос, Самара- Трейдинг..
Инструкции Инструкции к инструменту, электроинструменту, бензоинструменту. Makita, инструкции. Все инструкции в одном архиве на инструмент.
Описание товара. Жидкость для розжига воспламеняется в любых погодных условиях, абсолютно не дает дыма и неприятного запаха. Ее применение.
Достоинства:
Недорогое средство для ремонта
Недостатки:
Не обнаружил
Летом на даче всегда требуется вода для полива и других нужд. А для сбора дождевой воды и ее запаса нужны бочки. Поскольку старые бочки у меня уже прослужили более 20 лет и не подлежали ремонту, то я приобрел несколько новых бочек. Эти бочки оказались китайского производства. И вот в одной из них оказалось наличие течи. Бочка новая, но от удара у нее разошелся не особенно качественный сварной шов. Причем эта дырка образовалась у самого днища, поэтому наливать туда воду было бесполезно, поскольку она все равно бы вытекла.
По совету соседей для ремонта этой дырки я приобрел так называемую холодную сварку (Рис.1). Как известно, она представляет собой двухкомпонентный герметик с металлическим наполнителем. В соответствии с инструкцией по применению я зачистил шкуркой покрашенный металл в том месте, где образовалась щель, а затем обезжирил это место растворителем. После этого кусок холодной сварки я размял пальцами. Масса нагрелась и стала мягкой как пластилин. Этой массой я и замазал щель в бочке (Рис.2).

Через сутки масса затвердела. Я обработал ее шкуркой и закрасил краской. И вот уже три месяца бочка сохраняет налитую в нее воду. Течи я нигде не обнаружил. Таким образом, за относительно небольшую плату была восстановлена железная бочка.
Время использования:3 месяца
Стоимость:100 руб.
Год выпуска/покупки:2014
Общее впечатление. Отличное средство для заделки дырок в металле
Сейчас на рынке представлено множество клеевых смесей и клеевых стержней под общим торговым названием "Холодная сварка" или "Быстрая сталь". На самом деле никакого отношения к сварке они не имеют потому что:
Холодная сварка сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
Это не холодная сварка т.к. не происходит пластической деформации соединяемых деталей.
Сварка процесс получения неразъемных соединений деталей посредством установления межатомных связей между свариваемыми частями при их местном (общем) нагреве или пластическом деформировании, или совместном действии того и другого
Это не сварка. поскольку нет нагрева или пластического деформирования и тем более установления межатомных связей между соединяемыми частями.
В данной статье мы подробно остановимся на рассмотрении клея и стержней "Холодная сварка".
"Холодной сваркой" называют композиционные полимерные материалы, используемые как для ремонта металлов (сталь, чугун, алюминий, медь, титан и т.д.), так и для ремонта изделий из дерева, пластика и керамики.
Клей "Холодная сварка" двухкомпонентный и поставляется в двух тюбиках:
Эпоксидные смолы в чистом виде непрочны и плохо выдерживают вибрации и ударные нагрузки, именно поэтому необходим пластификатор (компонент для повышения эластичности эпоксидной смолы). Наполнитель необходим для предания особых свойств эпоксидным смолам: теплопроводности, термостойкости, абразивостойкости и т.п. В зависимости от требуемых свойств "холодной сварки" в качестве наполнителя выступают порошки металлов (алюминий, сталь, чугун и т.д.) а также минеральные и искусственные наполнители.
В качестве отвердителя преимущественно используют полиэтиленполиамин или аминный отвердитель, который вступая в химическую реакцию с эпоксидной смолой, производит процесс затвердевания.
Механические свойства, время застывания, рабочая температура и область применения клея "холодная сварка" зависит от входящих в его состав компонентов.
Ниже представлена обобщенная инструкция для клея и замазки "холодная сварка", которая может меняться в зависимости от марки и производителя:
Инструкция для клея "холодная сварка":Стержни или замазка "холодная сварка" производится в виде двух однородных или одного двухслойного бруска.
Инструкция для замазки "холодная сварка":1. Склеивать только материалы, указанные в инструкции к "холодной сварке"
2. Применять холодную сварку только для условий указанных в инструкции (температура, влажность, маслостойкость и т.д.)
3. Для стыковых и нахлесточных соединений плоских деталей лучше применять клей, а для таврового, углового соединения или заделки отверстия – замазку
4. При исправлении трещины в горизонтальном или в вертикальном положении предпочтение стоит отдать замазке. Но также допускается применение и клеевой смеси при условии использования армировочной сетки, заплатки из стеклоткани или металлической сетки. Напоминаем, что при исправлении трещин концы трещины необходимо обязательно засверлить.
5. При исправлении вмятин независимо от положения предпочтительно использовать замазку, но при необходимости вмятину на горизонтальной поверхности можно залить клеем.

-delaskin-krem-20-g-31.jpg)





