




Категория: Руководства
Изготовитель сверлильных станков моделей 2Н125, 2Н135, 2Н150, 2Г175 - Стерлитамакский станкостроительный завод, ООО НПО Станкостроение . основанный в 1941 году.
История Стерлитамакского станкостроительного завода начинается 3 июля 1941 года, когда началась эвакуация Одесского станкостроительного завода в город Стерлитамак.
Уже 11 октября 1941 г. Стерлитамакский станкостроительный завод начал выпускать специальные агрегатные станки для оборонной промышленности.
В настоящее время завод выпускает металлообрабатывающее оборудование, среди которого - токарные и фрезерные станки с ЧПУ, многофункциональные обрабатывающие центры, металлообрабатывающий и режущий инструмент.
Хронология выпуска заводом вертикально-сверлильных станков 2135 серии с диаметром сверления до 35 мм:
Синонимы: drilling machine, bench type drilling machine, centre drilling machine, co-ordinate drilling machine, radial drilling machine, deep drilling machine, multi spindle drilling machine, centre drilling machine
Сверлильные станки предназначены для сверления, зенкования, зенкерования, развертывания отверстий, для подрезания торцов изделий и нарезания резьб метчиками. Применяются они в основном в единичном и мелкосерийном производстве, а некоторые модификации этих станков — в условиях массового и крупносерийного производства.

Кинематические связи вертикально-сверлильного станка
Основными формообразующими движениями при сверлильных операциях являются: главное — вращательное движение v и движение подачи s шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is. посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
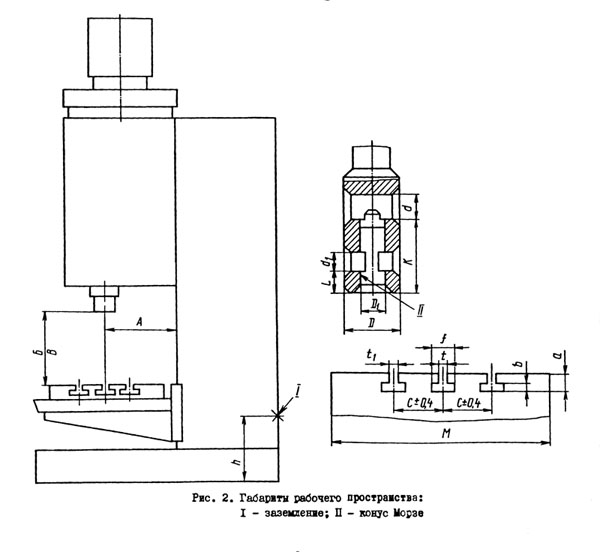
Основными параметрами станка являются наибольший диаметр сверления отверстия по стали, вылет и максимальный ход шпинделя
Сверлильные станки подразделяются на
В промышленности наибольшее распространение получили вертикально-сверлильные и радиально-сверлильные станки.
2Н135 станок вертикальный сверлильный универсальный одношпиндельный. Назначение и область примененияСтанки универсальные вертикально-сверлильные 2Н135, с условным диаметром сверления 35 мм, используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначены для выполнения следующих операций: сверления» рассверливания» зенкования, зенкерования, развертывания и подрезки торцев ножами.
Пределы чисел оборотов и подач шпинделя позволяют обрабатывать различные виды отверстий на рациональных режимах резания.
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы.
Допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструмента из высокоуглеродистых и быстрорежущих сталей и твердых сплавов.
Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками при ручной подаче шпинделя»
Категория размещения 4 по ГОСТ 15150-69.
Разработчик - Одесское специальное конструкторское бюро специальных станков.
Модификации сверлильных станков 2Н135Для обработки отверстий разных диаметров применяются базовые вертикально-сверлильные станки моделей: 2Н135. Последние две цифры номера каждой модели указывают наибольший диаметр отверстия в мм, которое можно сверлить на этом станке в заготовках из стали 45.
На основе базовой модели вертикально-сверлильного станка 2Н135 созданы следующие модифицированные модели:
2Н135А — вертикально-сверлильные станки с автоматизированным управлением (управление производится с помощью заранее настроенных кулачков и кнопок);
2Н135К — координатные вертикально-сверлильные станки с крестовым столом;
2Н135-1 — координатные вертикально-сверлильные станки с крулым поворотным столом;
2Н135С — специальные однопозиционные вертикально-сверлильные станки с фланцевой пинолью, служащей для крепления многошпиндельных головок;
2Н135Н — многопозиционные сверлильные станки, предназначенные для установки многошпиндельных головок и поворотных столов;
2Р135Ф2 — сверлильные станки с ЧПУ, крестовым столом и револьверной головкой и др.
Аналоги вертикально-сверлильных станков 2А135, выпускаемые в настоящее время:

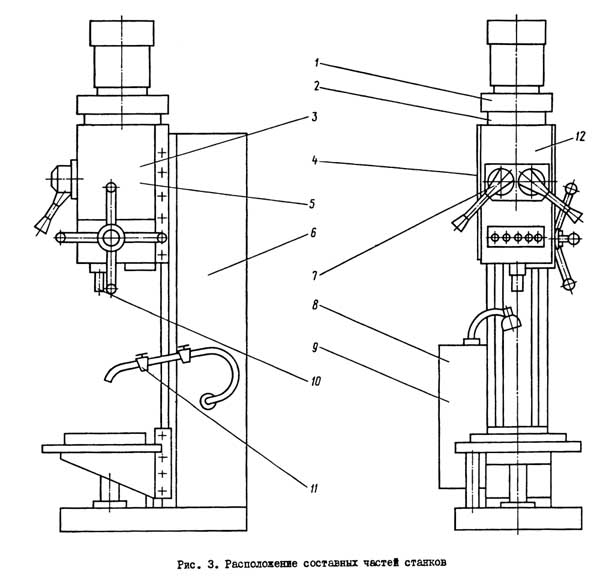
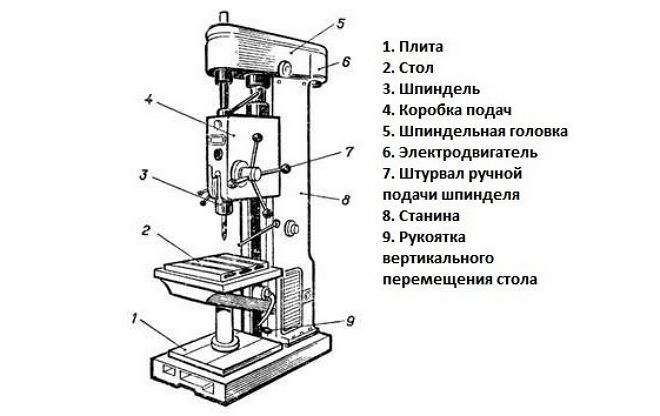
Колонна, стол, плита. Колонна станка представляет собой чугунную отливку. По направляющим колонны типа "ласточкин хвост" вручную перемещаются сверлильная головка и стол. Стол станка имеет три Т-образных паза. На фундаментной плите установлен электронасос, а внутри плиты - резервуар с отстойником для охлаждающей жидкости.
Расположение органов управления сверлильного станка 2Н135
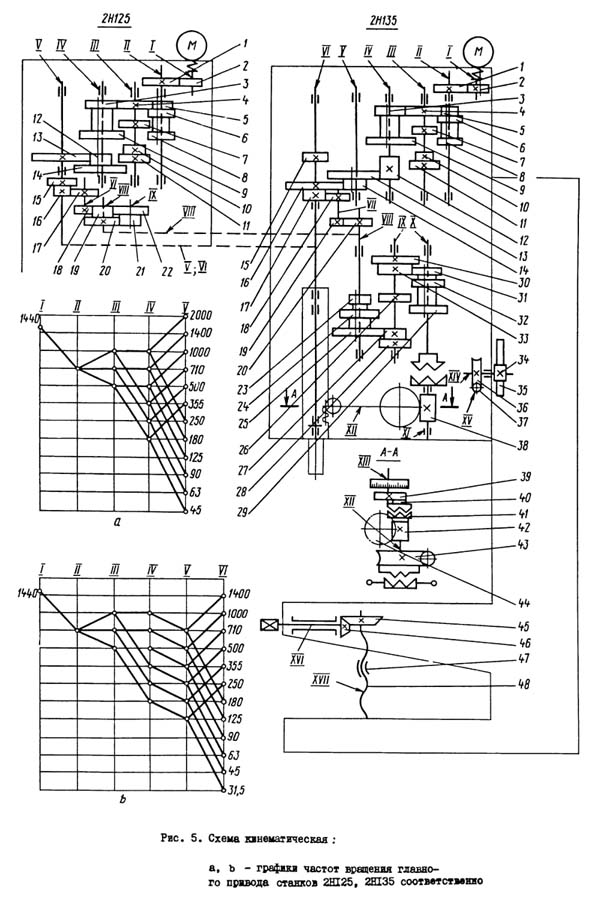

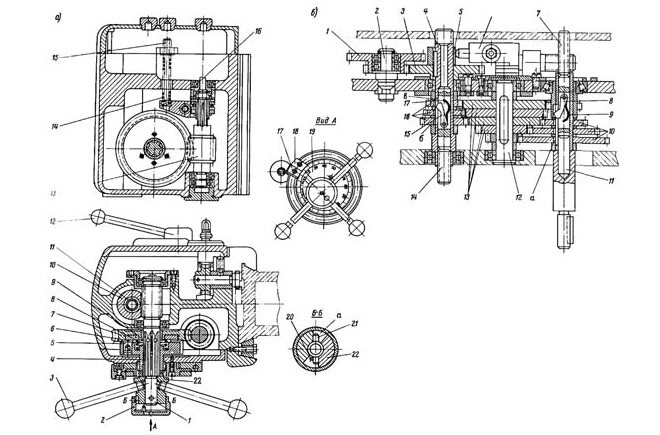
Коробка скоростей и привод. Коробка скоростей сообщает шпинделю 12 различных частот вращения с помощью передвижных блоков 5 (рис.7), 7, 8. Опоры валов коробки размещены в двух плитах - верхней и нижней 4, скрепленных между собой четырьмя стяжками 6. Коробка скоростей приводится во вращение вертикально расположенным электродвигателем через эластическую муфту 10 и зубчатую передачу 9. Последний вал 2 коробки - гильза - имеет шлицевое отверстие, через которое вращение передается.
Через зубчатую пару 3 вращение передается на коробку подач.
Смазка коробки скоростей, как и всех сборочных единиц сверлильной головки, производится от плунжерного насоса, закрепленного на нижней плите 4. Работа насоса контролируется специальным маслоуказателем на лобовой части подмоторной плиты.
Механизм управления скоростями и подачами сверлильного станка 2Н135

Механизм переключения скоростей и подач. Переключение скоростей производится рукояткой 2 (рис.8), которая имеет четыре положения по окружности и три вдоль оси, переключение подач осуществляется рукояткой 3, имеющей три положения по окружности для станков моделей 2Н135 и четыре для 2Н150, и три положения вдоль оси. Рукоятки расположены на лобовой стороне сверлильной головки. Отсчет включаемых скоростей и подач производится по табличкам 1 и 4.
Коробка подач сверлильного станка 2Н135
Коробка подач. Механизм смонтирован в отдельном корпусе и устанавливается в сверлильной головке. За счет перемещения двух тройных блоков шестерен осуществляются девять различных подач на станках 2Н125, 2Н135 и двенадцать подач на станке 2Н150. На станках 2Н125 и 2Н135 коробки подач отличаются только приводом, который состоит на станке 2Н125 из зубчатых колес 1 (рис.9), на станках 2Н125, 2Н135 - из зубчатых колес 2, 3 - соответственно. Коробка подач смонтирована в расточке верхней опоры червяка механизма подач. На последнем валу коробки посажена муфта 4, передающая вращение червяку.
Сверлильная головка станка 2Н135
Сверлильная головка представляет собой отливку коробчатого сечения, в которой монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи. состоящий из червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки.
Механизм подачи приводится в движение от коробки подач и предназначен для выполнения следующих операций:
Принцип работы механизма подачи заключается в следующем: при вращении штурвала 14 (рис.10) на себя поворачивается кулачковая муфта 8, которая черев обойму-полумуфту 7 вращает вал-шестерню 3 реечной передачи, происходит ручная подача шпинделя. Когда инструмент подойдет к детали, на валу-шестерне 3 возникает крутящий момент, который не может быть передан зубцами кулачковой муфты 8, и обойма-полумуфта 7 перемещается вдоль вала до тех пор, пока торцы кулачков деталей 7 и 8 не встанут друг против друга. В этот момент кулачковая муфта 8 поворачивается относительно вала-шестерни 3 на угол 20°, который ограничен пазом в детали 8 и штифтом 10. На обойме - полумуфте 7 сидит двухсторонний храповой диск 6, связанный с полумуфтой собачками 13. При перемещении обоймы-полумуфты 7 зубцы диска 6 входят в зацепление с зубцами диска, выполненного заодно с червячным колесом 5. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. При дальнейшем вращении штурвала 14 при включенной подаче собачки 13, сидящие в обойме-полумуфте 7, проскакивают по зубцам внутренней стороны диска 6; происходит ручное опережение механической подачи.
При ручном включении подачи штурвалом 14 (после поворота его на себя на угол 20°) зуб муфты 8 встает против впадины обоймы-полумуфты 7. Вследствие осевой силы и специальной пружины 12 обойма-полумуфта 7 смещается вправо и расцепляет зубчатые диски 5 и 6; механическая подача прекращается.
Механизм подач допускает ручную подачу шпинделя. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. При этом штифт II передает крутящий момент от кулачковой муфты 8 на горизонтальный вал. На левой стенке сверлильной головки смонтирован лимб 4 для визуального отсчета глубины обработав и настройки кулачков.
Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. Для предохранения механизма подачи от поломки имеется предохранительная муфта 15. Гайка 16 и винт 17 служат для регулирования пружинного противовеса.
Шпиндель в сборе вертикально-сверлильного станка 2Н135
Шпиндель в сборе вертикально-сверлильного станка 2Н135. Рис. 11
Шпиндель 2 (рис.11) смонтирован на двух. Осевое усилие подачи воспринимается нижним упорным подшипником, а усилия выбивке инструмента - верхним. Подшипники расположены в гильзе 3, которая с помощью реечной пары перемещается вдоль оси. Регулировка подшипников шпинделя осуществляется гайкой 1.
Для выбивки инструмента служит специальное приспособление на головке шпинделя. Выбивка происходит при подъеме шпинделя штурвалом. Обойма приспособления упирается в корпус сверлильной головки, и рычаг 4, поворачиваясь вокруг оси; выбивает инструмент.
Электрооборудование и электрическая схема сверлильного станка 2Н135
Включением вводного автомата В1 подается напряжение на главные и вспомогательные цепи, загорается сигнальная лампа. Если необходимо охлаждение и освещение, то соответствующие выключатели ставятся в положение "ВКЛЮЧЕНО". Нажатием кнопки Кн2 "ВПРАВО" катушка пускателя Р1 получает питание, главные контакты включают М1 на правое вращение шпинделя. Через блок-контакты Р1 включается пускатель Р5, включающий электронасос М2 и реле задержки Р12.
При нажатии кнопки КнЗ "ВЛЕВО" происходит отключение пускателя Р1, электродвигателя М1, реле Р12 после разряда конденсатора CЗ контакты реле Р12 (28-26) замыкаются и происходит включение пускателя Р2 и М1 на левое вращение. Реле Р12 включается снова.
При автоматическом реверсе эти переключения происходят при срабатывании микропереключателя В4 от кулачка, установленного на лимбе.
Останов осуществляется нажатием на кнопку Кн1 "СТОП", при этом отключаются пускатели Р1 или Р2, Р5, отключающие М1, М2. Через контакты реле Р12 (7-9) включается реле Р11 с последующим включением пускателей Р3 и Р4. Обмотки электродвигателя М1 подключаются через выпрямители Д1, Д2 к трансформатору Тр2, происходит динамическое торможение. После разряда конденсатора C1, C2 - отключается реле Р11, отключающее пускатели Р3, Р4 и М1 от тормозной цепи.
При переключении скоростей, если шестерни не входят в зацепление, применяют шаговый проворот ротора электродвигателя. Нажатием кнопки Кн4 "ПРОВОРОТ" включается пускатель Р4, по фазам 1C2-1CЗ протекает пониженное выпрямленное напряжение. Через сопротивление Р2 с задержкой включается реле Р11, отключающее пускатель Р4 и включающее Р3 - напряжение протекает по фазам 1C1-1C2. Такие переключения обеспечивают качание ротора и кинематики, что облегчает переключение скоростей.
Для защиты от перегрузки служат тепловые реле. Для нулевой защиты - катушки и контакты магнитных пускателей.
Технические характеристики станка 2Н135



Модель, название: 2Н135 Вертикально-сверлильный станок
Производство: Стерлитамак
Название, маркировка:
1. Руководство по эксплуатации 2Н125.00.000РЭ
2. Материалы по быстроизнашивающимся деталям 2Н125.00.000РЭ, 2Н135.00.000РЭ, 2Н150.00.000РЭ
3. Свидетельство о приёмке 2Н125.00.000РЭ1
4. Материалы по запасным частям 2Н125.00.000РЭ3
5. Электрооборудование 2Н125.00.000РЭ, 2Н135.00.000РЭ, 2Н150.00.000РЭ
Год: 1986
Страниц: 136
Формат: jpg
Просмотреть образец документации
Узнать стоимость документации
Станок универсальный вертикально-сверлильный модели 2Н135 используются на предприятиях с единичным и мелкосерийным выпуском продукции и предназначен для выполнения следующий операций:
- сверления;
- рассверливания;
- зенкования;
- зенкерования;
- развертывания;
- подрезки торцев ножами;
Наличие на станках механической подачи шпинделя, при ручном управлении циклами работы, допускает обработку деталей в широком диапазоне размеров из различных материалов с использованием инструменте из высокоуглеродистых и быстрорежущих сталей и твердых сплавов. Станки снабжены устройством реверсирования электродвигателя главного движения, что позволяет производить на них нарезание резьбы машинными метчиками пря ручной подаче шпинделя. Категория размещения 4 по ГОСТ 15150-69.
Персонал, допущенный в установленном на предприятии порядке к работе на станке, а также в его наладке в ремонту, обязан:
- пройти инструктаж по технике безопасности в соответствия с заводскими инструкциями, разработанными на основании руководства по эксплуатации типовых инструкций по охране труда;
- ознакомиться с общими правилами эксплуатации и ремонта станка и указаниями по безопасности труда, которые содержатся в настоящем руководстве, руководстве по эксплуатации электрооборудования и в эксплуатационной документация, прилагаемой к устройствам и комплектующим изделиям, входящим в состав станка.
Транспортирование я установка станка. При монтаже, демонтаже и ремонте для надежного зачаливания я безопасного перемещения станка следует использовать специальные отверстия в колонне. Грузоподъемные устройства следует выбирать с учетом указанной в разделе руководства "Порядок установки" массы станка. Во время транспортировки станка сверлильная головка опускается в крайнее нижнее положение и закрепляется. Для расконсервации станка следует руководствоваться требованиями безопасности по ГОСТ 9.014-78. Подготовка к пуску станка. Проверьте заземление станка я соответствие напряжения в сети я электрооборудовании станка. Ознакомьтесь с назначением всех органов управления.
Проверить на холостом ходу станка:
- работу механизма и сверлильной головки;
- исправность сигнальных, кнопочных и тормозных устройств;
- правильность работы блокировочных устройств;
- исправность системы смазки я системы охлаждения;
- наличие на станке жестких упоров, ограничивающих перемещения сверлильной головки стола;
Вертикально сверлильный станок 2Н125 имеет ручное управление. Имеет откидной подъёмный стол и обработанной фундаментной плитой.
Обычно используют для:
- сверления;
- развёртывания;
- резьбонарезания в различных материалах;
- зенкерования;
- зенкования;
Станок позволяет использовать различные приспособления и инструменты. Это существенно расширяет его возможности.
Станок, в основном, используется в мелкосерийном производстве, в ремонтных мастерских, на малых предприятиях.
Основные данные вертикально сверлильный станка 2Н125, 2Н135, 2Н150
Наибольший диаметр сверления в стали 45 ГОСТ 1050- 74, мм
Размеры конуса шпинделя по СТ СЭВ 147-75
Расстояние оси шпинделя до направляющих колонны, мм
Наибольший ход шпинделя, мм
Расстояние от торца шпинделя, мм:
до стола
до плиты
Наибольшие (установочное) перемещение сверлильной головки, мм
Перемещение шпинделя за один оборот штурвала, мм
Рабочая поверхность стола, мм
Наибольший ход стола, мм
Количество скоростей шпинделя
Пределы подач, мм/об
Мощность электродвигателя главного движения, кВт
Габарит станка: длина, ширина, высота, мм
Масса 2Н125 станка, кг
ООО НПФ "Машиностроитель", Ижевск - Техническая документация на станки, станок вертикально сверлильный 2Н125, 2Н135, 2Н150
В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя. Сверлильные станки подразделяют на настольно-сверлильные, вертикально-сверлильные, радиально-сверлильные, многошпиндельные с постоянным расположением шпинделей и с переставными шпинделями, горизонтально-сверлильные для глубокого сверления. Пожалуйста, включите JavaScript для получения доступа ко всем функциям. Зажим стола осуществляется винтом с квадратом, расположенным с правой стороны стола, и рукояткой подъема стола. Для удобства зажима обрабатываемой детали в тисках станочных, поставляемых со станком, можно использовать рукоятку. При ручном включении подачи штурвалом 14 после поворота его на себя на угол 20° зуб муфты 8 встает против впадины обоймы-полумуфты 7. Для вертикально-сверлильных станков основными характеристиками является: наибольший диаметр D сверления заготовки детали вылет шпинделя наибольшее расстояние от торца шпинделя до рабочей поверхности стола размеры рабочей поверхности стола число оборотов шпинделя в минуту Ниже приводится таблица с техническими характеристиками сверлильного станка 2Н135. Инструкция по эксплуатации, Паспорт, Электросхема. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2Н135 Наименование параметров Ед. Cтанок вертикально-сверлильный универсальный 2Н135 применяется для выполнения разнообразных сверлильных работ.
Гильза VII имеет шлицевое отверстие, через которое получает вращение шпиндель VI. Для этого используют штурвальный механизм подачи с муфтой М1. Расстояние между двумя Т-образными пазами, мм 100 12. Оценка: Плохо Хорошо Введите код, указанный на картинке. Вес станка, кг 1200 Написать отзыв Ваше имя: Ваш отзыв: Примечание: HTML разметка не поддерживается! Электросхемы на 2А125, 2А135, 2А150 2А125 - станок универсальный вертикально-сверлильный, Вильнюс. Для ручного перемещения сверлильной головки по направляющим колонны имеется механизм, который состоит из червячной пары 2 и реечной пары I. ЭУ2 - машина ручная сверлильная электрическая, завод "Электроинструмент", г. Количество подач 9 15.
Это нужно: Характеристики станка 2н135 - добавлено 7 комментария(ев).Имеется специальный механизм для удаления инструмента. Расстояние от шпинделя до стола max 550мм Т паз 12мм Паспорта на него нет, ищу. Общие сведения - Общий вид станков - Габариты рабочего пространства - Расположение составных частей станков 2. Перемещение шпинделя за один оборот штурвала, мм 122, 46 8. Для компаний Для покупателей О нас Руководство для рекламодателей AdWords: Мобильная версия Другие страны Наши партнеры Также ищите нас в. РЭ, Паспорт, Электросхема 2А125 -станок вертикально-сверлильный, Стерлитамак. Количество подач 9 15. В результате вращение от червяка передается на реечную шестерню и происходит механическая подача шпинделя.
Зажим стола осуществляется винтом с квадратом, расположенным с правой стороны стола, и рукояткой подъема стола. Сверлильные станки подразделяют на настольно-сверлильные, вертикально-сверлильные, радиально-сверлильные, многошпиндельные с постоянным расположением шпинделей и с переставными шпинделями, горизонтально-сверлильные для глубокого сверления. Для этого необходимо выключить штурвалом 14 механическую подачу и колпачок 9 переместить вдоль оси вала-шестерни 3 от себя. Наибольший ход шпинделя, мм 250 5. Механизм подачи, состоящий ив червячной передачи, горизонтального вала с реечной шестерней, лимба, кулачковой и храповой обгонных муфт, штурвала, является составной частью сверлильной головки. При ручном включении подачи штурвалом 14 после поворота его на себя на угол 20° зуб муфты 8 встает против впадины обоймы-полумуфты 7. У меня отец там родился. Для удобства зажима обрабатываемой детали в тисках станочных, поставляемых со станком, можно использовать рукоятку.
Расстояние оси шпинделя до направляющих колонны, мм 300 4. Сверлильные станки подразделяют на настольно-сверлильные, вертикально-сверлильные, радиально-сверлильные, многошпиндельные с постоянным расположением шпинделей и с переставными шпинделями, горизонтально-сверлильные для глубокого сверления. Имеется специальный механизм для удаления инструмента. Альбом запасных частей 2Н125. Краснореченское, Краснореченский станкостроительный завод им. Позволяет использовать различные приспособления и инструменты, расширяющие его технологические возможности. Руководство по эксплуатиции 1989 г. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 2Н135 Наименование параметров Ед. Расстояние от шпинделя до стола max 550мм Т паз 12мм Паспорта на него нет, ищу.