






Категория: Инструкции
Регулятор контактной сварки РКС-801 предназначен для управления циклом сварки контактных машин переменного тока.
Регулятор предназначен для подключения к сети переменного тока напряжением 380В частотой 50Гц.
Стоимость РКС-801 - 27300 руб. включая НДС.
Регуляторы РКС-801обеспечивают следующие основные решения:

При производстве регуляторов контактной сварки РКС-801 применяются комплектующие ведущих производителей мира. Надежность работы регуляторов доказана временем и отсутствием нареканий со стороны заказчиков.
РКС-801 зарекомендовал себя как надежный и простой в эксплуатации прибор, способный решать основные задачи по управлению циклом сварки.
Характеристики:Пределы регулирования длительности позиций сварочного цикла, периодов сети:



РКС - 801М предназначен для управления последовательностью действий машин точечной контактной сварки. Конструктивно регулятор состоит из 2-х функциональных блоков; блока управления и блока питания, соединённых кабелем управления.
• управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан постоянного тока;
• регулирование длительности позиций сварочного цикла с цифровым отсчетом;
• управление тиристорным контактором и регулирование величины сварочного тока;
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
• Полная функциональная совместимость с ранее выпускаемыми РКС.
• Стандартный разъем для подключения к контактной машине.
• Микропроцессорное управление контактной сваркой.
• Графический цифровой дисплей для отображения режимов и их значений.
• Энергонезависимая память установленных режимов
• Малогабаритный выносной пульт регулятора контактной сварки с безопасным напряжением питания.
• Регулирование длительности позиций сварочного цикла с цифровым отчетом.
• Управление тиристорным контактором и регулирование величины сварочного тока.
• Стабилизация действующего значения сварочного тока при колебаниях напряжения питающей сети.
• Современный дизайн и эргономика
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы универсального выпрямителя ВСВУ-400. предназначенного для питания установок автоматической, полуавтоматической и ручной сварки обычной и сжатой непрерывной и пульсирующей дугой жаропрочных нержавеющих сталей и титановых сплавов в среде аргона.
Прислал документацию Юрий Янко.
3.84 Mb
3.00 Mb
1.42 Mb
Техническое описание, инструкция по эксплуатации, а также принципиальные электрические схемы трёхфазного стабилизатора напряжения СТС2М мощностью от 10 до 100 кВА, предназначенного для автоматической стабилизации напряжения при питании от сети переменного тока частотой 50 или 60 Гц.
Прислал документацию Serg_SSV.
Описание и принципиальные электрические схемы регулятора контактной сварки РКС-801 УХЛ4 .
Прислал документацию Serg_SSV.
Паспорт, инструкция по эксплуатации, а также силовые схемы на полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3. ПДГ-350-3 и ПДГ-350 «Profi Mig», производства компании Плазма .
Прислал документацию Serg_SSV.
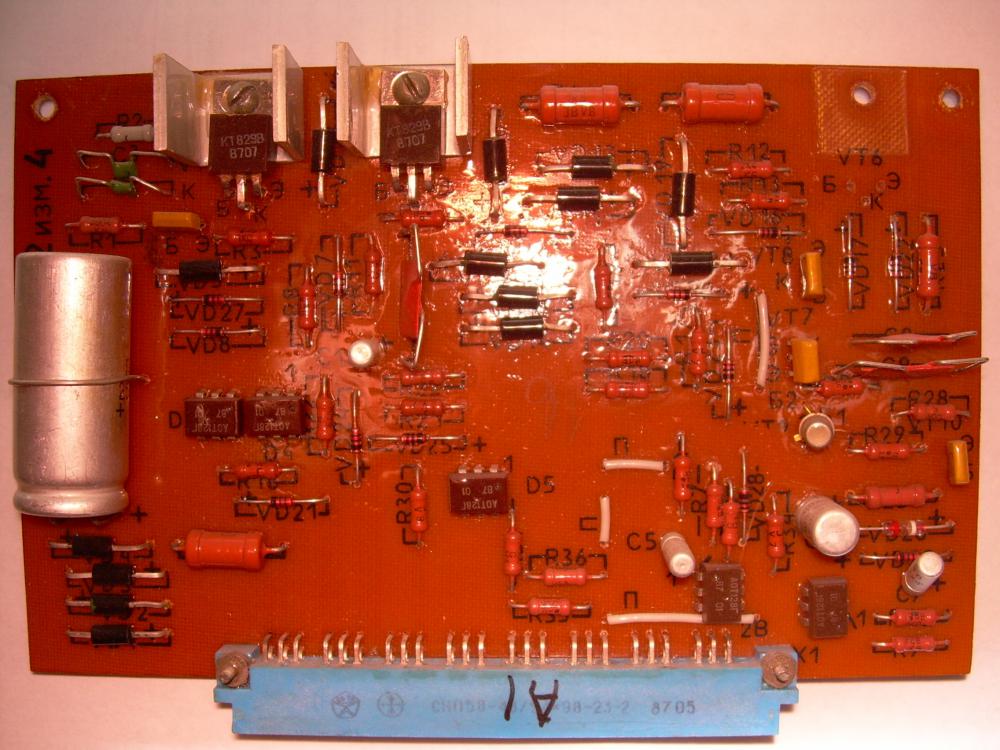
Виды внутренностей, топология печатной платы, а также электрические принципиальные схемы источника и подающего механизма полуавтомата ПДГ-270-3. производства компании Плазма .
В приведённой схеме источника, в отличии от заводской версии, где использованы тиристоры, применён магнитный пускатель. Также есть некоторые нестыковки со светодиодами. Эти изменения были внесены в схему хозяином источника с целью улучшения его работы.
Прислал документацию Serg_SSV.
Виды внутренностей, топология печатной платы, электрические принципиальные схемы, а также краткие коментарии о внешнем осмотер и использовании источника для полуавтоматической сварки Лорис-203М .
Прислал документацию Serg_SSV.
Электрическая принципиальная схема и фотографии внутренностей инверторного сварочного аппарата ARC-200 .
Выложил информацию на форуме Power Electronics nad.
Рейтинг: 5 / 5


Основные сведения об изделии и технические данные.
Регуляторы контактной сварки РКС-502 и РКС-801, в дальнейшем именуемые "регуляторы", предназначены для комплектации контактных электросварочных машин.
Регуляторы обеспечивают:
- управление последовательностью действий однофазных машин точечной сварки, имеющих контактор и клапан (для регулятора РКС-801 - два клапана) постоянного тока;
- регулирование длительности позиций сварочного цикла с цифровым отсчетом;
- управление тиристорным контактором и регулирование величины сварочного тока;
- автоматическую настройку на коэффициент мощности cos? с изменением полярности включения первой полуволны сварочного тока;
- стабилизацию действующего значения сварочного тока при колебаниях напряжения питающей сети.
Управление регулятором проводится путем замыкания и размыкания контактов педали сварочной машины.
Принцип работы регулятора
Рассмотрим работу регуляторов в режиме "Одиночная сварка".
При подаче на регулятор напряжения питания зажигается индикатор "  " на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
" на передней панели. Счетчики и триггеры блоков цикла и счета устанавливаются в ноль с помощью цепочки на транзисторах VT7, VT8 на блоке счета. С помощью схемы собранной на элементах VT1, VT2, D2, VT3, VT4, VT5, VT6, D3, вырабатываются и формируются тактовые импульсы.
При замыкании контактов педали сварочной машины инвертор на VT9 опрокидывается и сигнал подается на блок цикла на D10.3, запускается триггер D3.8 "Предварительное сжатие". Одновременно, на блоке счета счетчик D6 вырабатывает импульсы счета для позиций "XI", a D8 для "XI0". При совпадении количества импульсов на дешифраторах D7 (для "XI") и D9 (для "Х10") с количеством периодов, установленных на переключателе позиций "Предварительное сжатие", в блок цикла поступает сигнал, запускающий счет позиции "Сжатие". Аналогичным образом работают остальные режимы схемы.
При постоянно замкнутых контактах педали автоматически повторяется сварочный цикл, если переключатель "Режим работы" регулятора установлен в положении "Серия сварок", и дает только один цикл в положении "Одиночная сварка". В режиме "Серия сварок" выдержка "Предварительное сжатие" исключается после прохождения первого сварочного цикла. При размыкании педали после прохождения выдержки "Сжатие" обеспечивается прохождение полного сварочного цикла. В случае размыкания педали на выдержке "Сжатие" сварочный цикл прекращается, сварочная машина возвращается в состояние ожидания.
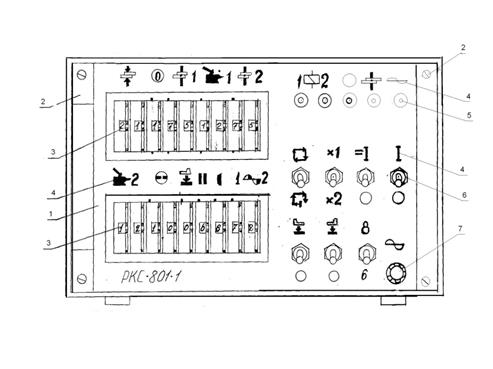
Индикация прохождения сварочного цикла осуществляется с помощью индикаторов, установленных на лицевой панели.
Для регулятора РКС-502 на блоке счета имеется схема на элементах D5.1, D4.3, D3.6, которая с помощью переключателя "Х4" позволяет увеличить длительность одновременно всех позиций цикла в 4 раза. (Для регулятора РКС-801 элементы D1.2, D4.1, D4.2, переключатель "Х2" и увеличение длительности позиций в 2 раза соответственно)
Для работы регулятора по циклу длительность каждой выдержки должна быть не менее "01" (1 периода). Длительность "00" является запрещенной.
Схема блока стабилизаторов является типовой, ее принцип работы приведен в справочниках и специального описания не требует.
Блок регулировки тока обеспечивает формирование импульсов управления тиристорным контактором, автоматическую регулировку cos? и стабилизацию сварочного тока. Сигнал с первичной цепи силового трансформатора контактной машины через промежуточный трансформатор попадает на диодный мост VD17-VD20, формируется на элементах VT12, D4.6, D5.4, Dl.l, D2.1, сдвигается по фазе на необходимую величину на элементах С6, VT9, VT10 и импульсы управления с элементов D7, VT11 подаются на блок усилителей.
Регулировка нижних пределов действующего значения сварочного тока производится схемой на элементе D8 у изготовителя и дополнительной подстройки не требует. Стабилизация сварочного тока осуществляется при установке переключателя в положение "Включено" на лицевой панели.
Блок усилителей предназначен для усиления импульсов управления тиристорными контакторами (схема на VT1, VT2) и включения клапана (VT3) для РКС-502 или клапанов (VT3, VT6) (для РКС-801).
В блоке предусмотрена электронная защита цепей питания клапана от перегрузок по току (VT7, VT8, VT9, VT10). Индикация срабатывания защиты производится с помощью индикатора на лицевой панели.
Элементы D1, D3, D4, D5 (дополнительно D2 для РКС-801) служат для управления регулятором с помощью внешних сигналов. Схема подключения цепей внешнего управления регуляторами приведена в приложении 11.
Переключателем "Компенсация" можно отключить стабилизацию, что увеличивает величину тока на 15%.
Сварочный ток можно отключить переключателем "Ток включен". Такой режим необходим при наладке машины.
Регулятор РКС-801 выполняет также следующие дополнительные функции:
- регулировку величины сварочного тока для позиций "Сварка 1" и "Сварка 2", задаваемой переключателями "Нагрев 1" и "Нагрев 2" соответственно. Нулевое положение переключателя соответствует минимальной величине сварочного тока (50%), положение "9" - максимальное;
- в режиме импульсной сварки позиции "Охлаждение" и "Сварка 1" могут отрабатываться до 9 раз в одном цикле. Количество импульсов задается переключателем "Число импульсов";
- первый импульс сварочного тока позиции "Сварка 1" может быть промодулирован. Суть модуляции состоит в том, что первая полуволна сварочного тока имеет значение минимальной величины и за десять периодов нарастает до максимального значения (которое должно быть установлено переключателем "Нагрев 1"). При установке переключателя "Нарастание" в положение "9", время модуляции наибольшее, и составляет 0,2 сек. При установке переключателя в положение "0" первый импульс сварочного тока импульс не модулируется;
- клапан 2, управляемый регулятором, осуществляет дополнительное обжатие заготовки на позициях "Сжатие" ("Повышенное усилие 12) и на позициях "Проковка 1", "Сварка 2", "Проковка 2" ("Повышенное усилие 2"). Повышенные усилия могут быть отключены соответствующими переключателями. Сигнализация работы клапана 2 на повышенном усилии 2 осуществляется индикатором. Срабатывание клапана 2 на повышенном усилии 2 можно задержать на 1. 9 периодов с момента окончания позиции "Сварка 1" при помощи соответствующего переключателя (длительность позиции "Проковка 1" должна быть не меньше значения задержки).









