Категория: Инструкции
Изготовителем токарно-винторезных станков модели 1М61 является Ереванский станкостроительный завод им. Дзержинского .
Токарно-винторезные станки. Общие сведенияТокарные станки делятся на универсальные и специализированные. Универсальные станки предназначены для выполнения самых разнообразных операций: обработки наружных и внутренних цилиндрических, конических, фасонных и торцовых поверхностей; нарезания наружных и внутренних резьб; отрезки, сверления, зенкерования и развертывания отверстий. На специализированных станках выполняют более узкий круг операций, например, обтачивание гладких и ступенчатых валов, прокатных валков, осей колесных пар железнодорожного транспорта, различного рода муфт, труб и т. п. Универсальные станки подразделяются на токарно-винторезные и токарные. Токарные станки предназначены для выполнения всех токарных операций, за исключением нарезания резьбы резцами.
Наша промышленность выпускает различные модели токарных и токарно-винторезных станков — от настольных до тяжелых. Наибольший диаметр обрабатываемой поверхности на советских станках колеблется от 85 до 5000 мм, при длине заготовки от 125 до 24 000 мм. Некоторые токарно-винторезные станки оснащаются копировальными устройствами, которые позволяют обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента, а также значительно упрощают наладку и подналадку станков.

Структурная схема токарно-винторезного станка

Основные размеры токарно-винторезного станка
Основным параметром токарно-винторезного станка является наибольший диаметр D, обрабатываемой заготовки над станиной. Зазор между горизонтальной плоскостью направляющих и диаметром обрабатываемой заготовки D — не более 0,04D. Диаметр D приблизительно равен удвоенной высоте центров станка.
ГОСТ 440—57 предусматривает ряд размеров токарно-винторезных станков с значениями D от 100 до 6300 мм, построенными по закону геометрической прогрессии со знаменателем ? = 1,26 (с небольшими округлениями).
Другим основным параметром станка является наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой детали. Оно определяется при сдвинутой (без свешивания с направляющих) в правое крайнее положение задней бабке. Станки с одним и тем же наибольшим диаметром обрабатываемой заготовки могут иметь различное межцентровое расстояние в пределах, предусмотренных ГОСТом 440—57. Например, станки с наибольшим диаметром обрабатываемой заготовки 400 мм выполняются с наибольшим расстоянием между центрами 700, 1000 и 1400 мм. Для большинства тяжелых токарных станков наибольшее расстояние между центрами не регламентировано.
Важным размером станка является также наибольший диаметр обрабатываемой заготовки над суппортом D1. Он должен быть не меньше, чем предусмотрено в ГОСТе 440—57.
Кроме этих основных параметров токарно-винторезных станков, ГОСТ 440—57 устанавливает наибольшее число оборотов шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя, размер центра шпинделя (номер конуса Морзе или метрического), наибольшую высоту резца и наибольший допустимый вес станка (без электрооборудования).
Типаж токарно-винторезных станковСтанкостроительная промышленность выпускает токарно-винторезные станки с наибольшим диаметром обрабатываемой заготовки в пределах 160—1250 мм и наибольшим расстоянием между центрами до 12 500 мм.
Обозначение токарного станка1 - токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 - токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка - (н, п, в, а, с) по ГОСТ 8-82 (П - повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
1М61 станок токарно-винторезный универсальный. Назначение, область примененияСтанок предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Класс точности станка Н.
Габарит рабочего пространства станка 1М61. Суппорт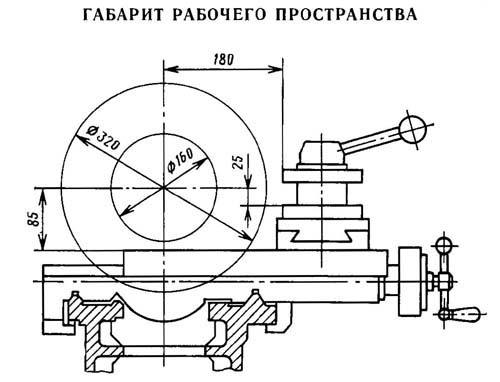




Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
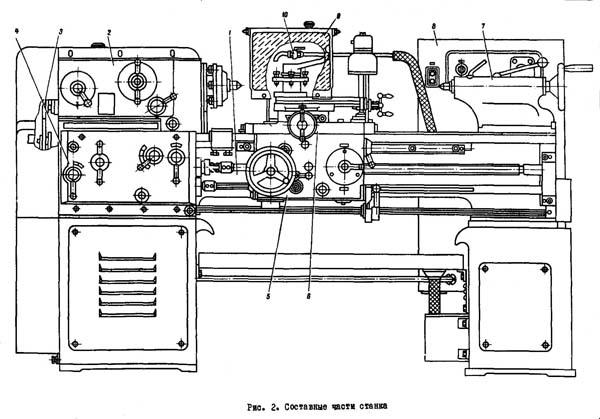
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении "вперед". Для пуска электродвигателя M1 в направлении "вперед" (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение "вперед". Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении "назад" производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении "вперед", только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61

На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре. куб в кубе в кубе и в кубе. куб в додекаэдре. который в свою очередь в шаре, кольцо в кольце .
Технические характеристики станка 1М61


















Одно из лучших решений для проведения обработки не слишком крупных заготовок с использованием инструмента двух разновидностей: твердосплавного и быстрорежущего.
Привлекателен токарный станок 1а616 тем, что он предназначается и для индивидуальной, и для серийной эксплуатации. Он является универсальным оборудованием и позволяет осуществлять стандартный набор операций по обработке заготовок:

В соответствии с паспортом, основные технические характеристики токарного станка 1а616 таковы:
длина заготовки (макс. возм.)
l обтачивания max
Наибольший D заготовки
над поверхностью суппорта
сквозное отверстие (сечение)
9—1 800 (обратное и прямое)
2 135 на 1 225 на 1 220

Максимальное перемещение суппорта обеспечивается на расстояние до 195 миллиметров от руки по винту в поперечной плоскости. В продольном же направлении до 670 миллиметров.
Данная модель примечательна тем, что из коробки подач зубчатые передачи могут изыматься с тем, чтобы заменить их прецизионными элементами. Это позволяет осуществлять нарезку резьб, характеризующихся повышенным уровнем точности. Необходимо отметить, что шестерни — совершенно ненужный элемент в вопросах нарезки дюймовой, метрической и модульной резьбы. Проще говоря, винт (ходовой) можно включать напрямую: в обход коробки.
При необходимости аппарат может оснащаться пневмоцилиндром либо копировальным приспособлением (оба — гидравлические) для зажима в патроне/цанге.
Об устройстве и основных конструкционных узлахВсякий токарно-винторезный станок 1а616 имеет в своем составе следующие элементы:

Последняя характеризуется наличием звена повышения шага, реверсивным устройством, переборным механизмом.
Между опорами шпинделя присутствует приводной шкив. Его задняя опора характеризуется особым строением. Благодаря ему возможно проведение оперативной замены клиновых ремней. Причем снятие самого шпинделя при этом не требуется. Это значительно облегчает работу на станке. Кроме того, к подобным — приятным для оператора — особенностям можно отнести торможение привода благодаря подключенному в обмотку статора постоянного тока.
Данная модель комплектуется парой трехфазных электродвигателей. Главный привод — 4-хкиловаттный А02-41-4 со скоростью вращения до 1 430 оборотов в минуту. Второй — электронасос, который передает охлаждающий состав на резец. Он менее мощный (120 ватт), однако имеет большую скорость вращений (2 800 оборотов). Тип движка — ПА22.
Очевидно, что для нужд промышленности поставляется оборудование, способное работать от сети 380В, а для индивидуальной эксплуатации — 220В. Известны случаи, когда аппараты по индивидуальным заказам комплектовали приводом для работы с напряжением 500В.
Принцип работы оборудования прост:
Начиная с тридцатых годов прошлого века Средневолжским станкостроительным заводом выпускалось несколько моделей токарно-винторезных станков. Со временем их конструкция улучшалась, оптимизировали технические параметры. Токарный станок по металлу серии 1А616 является одним из лучших.
Назначение токарного станка
Внешний вид станка
Токарно-винторезный станок модели 1А616 применяют для обработки стальных деталей цилиндрической, овальной и конической формы методом вращения заготовки. Он рассчитан для установки деталей малой и средней массы.
От своих предшественников он отличается относительно небольшими габаритами, которые составляю 2135*1225*1220 мм при массе 1500 кг. Для обработки можно использовать различные виды резцов – быстрорежущие и твердосплавные. Благодаря универсальности конструкции предусмотрена возможность формирования метрической, модульной, дюймовой и питчевой резьбы.
Перед анализом характеристик оборудования необходимо ознакомиться с рабочими параметрами оборудования:
Токарный станок 1А616 необходим для обработки деталей, закрепленных в центрах или на патроне. Для передачи крутящих моментов от основного электродвигателя в конструкции предусмотрена клиноременная передача. Она уменьшает вероятность повреждения шпиндельной бабки и коробки передач в результате динамических ударов, возникающих при запуске оборудования.
Если необходимо сделать точную резьбу любого типа на станке 1А616 предусмотрена возможность подключения ходового винта напрямую, без задействования коробки передач.
Технические характеристики
Для анализа возможностей станка следует детально ознакомиться с эксплуатационными параметрами каждого из узлов. Оптимальным вариантом является изучение эксплуатационных качеств, описанных в паспорте устройства.
Дополнительно к вышеописанным рабочим характеристикам станка 1А616 можно добавить следующие параметры резцов:
При выборе заготовки следует учитывать удаление оси центров от плоских направляющих, которое равно 165 мм.
Для повышения производительности безопасности предусмотрены механизмы торможения шпинделя и блокировки рукояток. Это дает возможность быстро снять и установить деталь для ее дальнейшей обработки.
Суппорт и резцовые салазки
Основная задача суппорта – смещение резцедержателя относительно обрабатываемой детали. Это осуществляется в продольном, поперечном и наклонном положении. Эта часть токарно-винторезного станка отвечает за точность выполняемых операций.
Важными характеристиками токарного станка 1А616 являются параметры резьбы. Они различны для каждого режима обработки.
Дополнительно потребуется изучить основные данные резцовых салазок:
Задняя бабка необходима для фиксации заготовки между ней и шпиндельной головкой. Для повышения качества обработки она может смещаться в продольном и поперечном направлении.
Правила эксплуатации
Опоры для станков
Установка оборудования осуществляется на специальную площадку, которая предотвращает появление вибрации во время работы станка. Для этого лучше всего применять специальные регулируемые опоры.
После окончательного монтажа следует ознакомиться с инструкцией по безопасной работе. Ее основные положения заключаются в следующем:
Дополнительно учитывается износ оборудования. Для сохранения изначальных параметров необходимо периодически выполнять проверки и плановые ремонты отдельных компонентов.
В видеоматериале показан пример подключения токарного оборудования к однофазной сети:
Токарный станок 1а616 представляет собой оборудование, предназначенное для обработки заготовок с относительно малыми габаритами. Однако техника может задействоваться как в серийном производстве, так и достойно проявлять себя в индивидуальной эксплуатации.

Токарный станок 1а616 способен выполнить задачу любой сложности. Он отлично справляется с нарезанием самых разных видов резьбы. И всё это благодаря твердосплавным резцам. Именно они дают возможность с помощью 1а616 нарезать даже дюймовую или питчевую резьбу, что по плечу не каждой машине. В пользу многофункциональности агрегата отметим, что данная модель в состоянии работать быстрорежущим инструментом, изготовленным из специальных типов стали.
Технические характеристикиДаже беглого взгляда на технические характеристики токарного станка 1а616 достаточно для того, чтобы понять, насколько широки возможности этой техники. Давайте рассмотрим их в виде списка:
Конструкция 1а616 поистине эргономична и многофункциональна. Она позволяет устанавливать на агрегат специальный гидропневматический цилиндр и копировальное оборудование для фиксации в патроне или цанге. Весь аппарат можно разделить на несколько функциональных узлов. Передняя бабка станка укомплектована специальным механизмом реверса, повышающим шаг звеном и переборным устройством.
Принцип работыТокарный станок 1а616 функционирует очень просто. Мастер фиксирует заготовку в патроне или устанавливает ее на центры. После этого в резцедержатели монтируются резцы, а в пиноль – инструмент для создания отверстий. Теперь можно приступать к обработке любой поверхности, будь то конус, торец, цилиндр или что-нибудь еще. Конфигурация заготовки может быть какой угодно – станок справится с задачей в любом случае.

Приводной шкив устанавливается между шпиндельными опорами. В свою очередь мастер может производить быструю замену ремней, не снимая шпиндель. Это довольно удобно и способствует росту производительности труда.
Важная особенность модели 1а616 – наличие привода резки раздельного формата. Также конструкцией предусмотрен статор постоянного тока, подключенный в обмотку. Это позволяет произвести быстрое торможение в случае необходимости.
ЭлектрооборудованиеСтанок укомплектован надежным электрическим оборудованием. Схема включает 3 плавких предохранителя, что заметно повышает безопасность эксплуатации техники. Кроме того, станок имеет три контактора – для остановки мотора, для реверсивного и нормального хода.
Для удобства мастера над рабочей поверхностью предусмотрены лампы освещения. При этом электрооборудование предназначено для сети 220В или 380В в зависимости от модификации модели 1а616.
В станке предусмотрен мощный электрический двигатель, который обеспечивает быстрый рабочий ход. При этом торможение осуществляется динамично и плавно, так как в этом процессе задействуется постоянный ток. Стоит отметить, что силовому агрегату не свойственно нагреваться при торможении.
Токарный станок 1а616 отлично зарекомендовал себя на многих советских и постсоветских предприятиях. Несмотря на свое моральное устаревание, эти машины до сих пор работают в многочисленных цехах и частных мастерских. Найти такой агрегат на б/у рынке в хорошем состоянии – значит обзавестись надежным многофункциональным помощником.

Модель 1а616 как и большинство агрегатов, произведенных в СССР, нетребовательна в сервисном обслуживании и очень доступна. Мы рекомендуем обратить на него внимание владельцев малых и средних предприятий, связанных с выполнением токарных работ. Именно в этой сфере инвестиция в агрегат 1а616 будет наиболее рентабельной.
Рекомендуем почитать