



Категория: Инструкции
I. Область применения.
II. Термины и определения.
III. Общие положения.
IV. Квалификация персонала.
V. Требования к средствам визуального и измерительного контроля.
VI. Требования к выполнению визуального и измерительного контроля.
VII. Оценка результатов контроля.
VIII. Регистрация результатов контроля.
IX. Требования безопасности.
Приложение А. Термины и определения основных понятий.
Приложение Б. Требования к содержанию Программы (плана, инструкции) входного контроля.
Приложение В. Требования к содержанию Технологической карты визуального и измерительного контроля.
Приложение Г. Требования к содержанию Карты операционного контроля.
Приложение Д. Примерный перечень средств визуального и измерительного контроля.
Приложение Е. Размерные показатели для норм оценки качества по результатам визуального и измерительного контроля.
Приложение Ж. формы документов, оформляемых по результатам визуального и измерительного контроля. 51
Госгортехнадзор России
АО ВНИИСТ
НТЦ Промышленная безопасность Госгортехнадзора России
АНТЦ Энергомонтаж
НУЦ Сварка и контроль при МГТУ им. Н.Э. Баумана
11.06.2003 Госгортехнадзор России (Russian Federation Gosgortekhnadzor 92)
НТЦ Промышленная безопасность (2004 г. )
© 2007 ООО «МЦК» Независимая строительная экспертиза недвижимости: обследование зданий, контроль качества строительства, техническое проектирование домов в Москве и регионах России. Энергетическое обследование зданий и энергоаудит предприятий.
Международная выставка AquaTerm 2016
Приглашаем Вас посетить Международную выставку AquaTerm 2016, которая пройдет с 2 по 5 февраля в МВЦ "Крокус Экспо"
Выставка РОС-ГАЗ-ЭКСПО 2015
Приглашаем Вас посетить XIX международной специализированной выставке газовой промышленности и технических средств для газового хозяйства - РОС-ГАЗ-ЭКСПО 2015, которая пройдет с 6 по 9 октября в КВЦ "ЭКСПОФОРУМ"
Международная выставка оборудования и технологий для градостроения, энергоснабжения и городской инфраструктуры CityExpo 2014
Приглашаем Вас посетить наш стенд D104 на Международной выставке оборудования и технологий для градостроения, энергоснабжения и городской инфраструктуры CityExpo 2014.
от 11 июня 2003 года N 92
по визуальному и измерительному контролю
I. Область применения
Настоящая инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее - материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производственных объектах, подконтрольных Госгортехнадзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
II. Термины и определения
Настоящая инструкция базируется на терминах и определениях, приведенных в правилах безопасности, утвержденных Госгортехнадзором России (далее - Правила), а также использует термины и определения, приведенные в приложении А.
III. Общие положения
3.1 Визуальный и измерительный контроль материала (полуфабрикатов, заготовок, деталей) и сварных соединений проводят на следующих стадиях:
- изготовления деталей, сборочных единиц и изделий;
- подготовки деталей и сборочных единиц к сборке;
- подготовки деталей и сборочных единиц к сварке;
- сборки деталей и сборочных единиц под сварку;
- контроля готовых сварных соединений и наплавок;
- исправления дефектных участков в материале и сварных соединениях (наплавках);
- оценки состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений, в т.ч. по истечении установленного срока их эксплуатации.
3.2. Визуальный и измерительный контроль материалов на стадии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических условий (далее - ТУ), конструкторской документации и Правилам. 3.3. Визуальный и измерительный контроль материалов (заготовок, полуфабрикатов, деталей) на стадии входного контроля, изготовления деталей и сборочных единиц и при подготовке их к сборке проводят с целью выявления деформаций, поверхностных трещин, расслоений, закатов, забоин, рисок, раковин и других несплошностей; проверки геометрических размеров заготовок, полуфабрикатов и деталей; проверки допустимости выявленных деформаций и поверхностных несплошностей.
3.4. Визуальный и измерительный контроль на стадии входного контроля материалов (полуфабрикатов, заготовок, деталей) выполняют в соответствии с Программой (планом, инструкцией) входного контроля (приложение Б), которая разрабатывается организацией, выполняющей входной контроль. Программа (план, инструкция) входного контроля разрабатывается в соответствии с требованиями стандартов и отраслевых документов. В Программе (плане, инструкции) входного контроля должны быть указаны объекты контроля (заготовки, полуфабрикаты, детали), виды и объемы контроля, способы контроля, включая схемы выполнения замеров контролируемых параметров, нормативные показатели допустимых отклонений.
3.5. Визуальный и измерительный контроль изготовления деталей и сборочных единиц, подготовки их к сборке и сварке выполняют с целью подтверждения соответствия качества их изготовления и подготовки требованиям рабочих чертежей, технологии изготовления (технологии сборки, гиба и прочей производственно-технологической документации (далее - ПТД), требованиям нормативной технической документации (далее - НД), ТУ на изготовление и Правил.
3.6. Визуальный и измерительный контроль при сборке свариваемых элементов (заготовок, полуфабрикатов, деталей) проводят с целью выявления и проверки обеспечения допустимых размеров зазоров, смещений кромок, формы и размеров кромок и геометрического положения (излома или перпендикулярности) осей и поверхностей собранных элементов.
3.7. Визуальный и измерительный контроль качества сварных соединений (наплавок) в процессе сварки (наплавки) и готового сварного соединения (наплавки) выполняют с целью подтверждения их соответствия требованиям конструкторской документации, ПТД и/или НД и Правил.
3.8. Визуальный и измерительный контроль выполненных сварных соединений (конструкций, узлов) проводят с целью выявления деформаций, поверхностных трещин, подрезов, прожогов, наплывов, кратеров, свищей, пор, раковин и других несплошностей и дефектов формы швов; проверки геометрических размеров сварных швов и допустимости выявленных деформаций, поверхностных несплошностей и дефектов формы сварных швов.
3.9. Визуальный и измерительный контроль качества исправления дефектных участков в материале, сварных соединениях и наплавках выполняют с целью подтверждения полноты удаления дефекта, проверки соответствия формы и размеров выборки дефектного участка и качества заварки выборок (в случаях, когда выборка подлежит заварке) требованиям ПТД, НД и Правил.
3.10. Визуальный и измерительный контроль технических устройств и сооружений в процессе эксплуатации проводят с целью выявления изменений их формы, поверхностных дефектов в материале и сварных соединениях (наплавках), образовавшихся в процессе эксплуатации (трещин, коррозионных и эрозионных повреждений, деформаций и пр.).
3.11. Визуальный и измерительный контроль при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений выполняют в соответствии с требованиями Технологической карты контроля и (или) Карт (схем) операционного контроля (приложения В, Г).
В указанных картах приводятся контролируемые параметры, последовательность контроля, объемы контроля, средства контроля, схемы выполнения замеров контролируемых параметров и нормы оценки результатов контроля. Технологические карты и карты операционного контроля разрабатываются организацией, выполняющей контроль, либо специализированной организацией, выполняющей проектно-технологическую подготовку производства работ по контролю.
Примечание: Допускается разработку настоящих документов производить в составе ПТД.
3.12. Визуальный и измерительный контроль при оценке состояния материала и сварных соединений в процессе эксплуатации технических устройств и сооружений выполняют в соответствии с требованиями руководящих документов (методических указаний) по оценке (экспертизе) конкретных технических устройств и сооружении. При этом визуальный и измерительный контроль может выполняться в соответствии с Картами (схемами) визуального и измерительного контроля, которые разрабатываются в составе Программы технического диагностирования (освидетельствования). В картах (схемах) указываются места проведения контроля на конкретном техническом устройстве, сооружении, схемы контроля, средства измерения контролируемого параметра, нормы оценки качества, приводятся бланки регистрации результатов контроля.
3.13. Визуальный и измерительный контроль следует проводить всех доступных для этого поверхностей полуфабрикатов, заготовок, деталей, сборочных единиц, изделий.
3.14. Визуальный и измерительный контроль проводят невооруженным глазом и (или) с применением визуально-оптических приборов до 20-кратного увеличения (луп, микроскопов, эндоскопов, зеркал и др.). При контроле материала и сварных соединений (наплавок) при изготовлении (строительстве, монтаже, ремонте и реконструкции) технических устройств и сооружений используют лупы с 2-7-кратным увеличением, а при оценке состояния технических устройств и сооружений в процессе их эксплуатации - лупы до 20-кратного увеличения.
3.15. Визуальный и измерительный контроль выполняют до проведения контроля материалов и сварных соединений (наплавок) другими методами неразрушающего контроля, а также после устранения дефектов.
3.16. Поверхности материалов и сварных соединений (наплавок) перед контролем очищаются от влаги, шлака, брызг металла, ржавчины и других загрязнений, препятствующих проведению контроля.
3.17. Измерения проводят после визуального контроля или одновременно с ним. Измерения деталей, подготовленных под сварку, проводятся до их сборки.
3.18. Визуальный и измерительный контроль материалов, сварных соединений (наплавок), подлежащих термической обработке, производят до и после указанной операции. Если контролируемая деталь, конструкция или узел подлежит полной термической обработке (нормализации или закалке с последующим отпуском), контроль проводят после ее выполнения.
3.19. Визуальный и измерительный контроль материалов и сварных соединений, подлежащих механической обработке, в том числе с удалением валика усиления шва, или деформированию, проводят до и после указанных операций.
3.20. При визуальном и измерительном контроле сварных соединений контролируемая зона должна включать в себя поверхность металла шва, а также примыкающие к нему участки материала в обе стороны от шва шириной:
не менее 5 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей до 5 мм включительно;
не менее номинальной толщины стенки детали - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 5 до 20 мм;
не менее 20 мм - для стыковых соединений, выполненных дуговой и электронно-лучевой сваркой, электроконтактной сваркой оплавлением, сваркой встык нагретым элементом при номинальной толщине сваренных деталей свыше 20 мм, а также для стыковых и угловых соединений, выполненных газовой сваркой, независимо от номинальной толщины стенки сваренных деталей и при ремонте дефектных участков в сварных соединениях;
не менее 5 мм (независимо от номинальной толщины сваренных деталей) - для угловых, тавровых, торцевых и нахлесточных сварных соединений и соединений вварки труб в трубные доски, выполненных дуговой и электронно-лучевой сваркой;
не менее 50 мм (независимо от номинальной толщины сваренных деталей) для сварных соединений, выполненных электрошлаковой сваркой.
3.21. Дефекты, выявленные при визуальном и измерительном контроле, должны быть устранены до выполнения последующей технологической операции или до приемки объекта контроля. Устранение выявленных дефектов должно выполняться в соответствии с требованиями ПТД. Если дефекты, выявленные при визуальном и измерительном контроле, не препятствуют дальнейшему применению других видов (методов) неразрушающего контроля, эти дефекты могут быть устранены после завершения контроля другими видами (методами) контроля.
IV. Квалификация персонала
Специалисты, осуществляющие визуальный и измерительный контроль, должны быть аттестованы в соответствии с Правилами аттестации персонала в области неразрушающего контроля (ПБ 03-440-02), утвержденными постановлением Госгортехнадзора России от 02.06.2000 N 29, зарегистрированным Минюстом России 25.07.2000 N 2324.
V. Требования к средствам визуального
и измерительного контроля*
* толщиномеры (ультразвуковые, вихретоковые и пр.) относятся к средствам соответствующего вида контроля (ультразвукового, вихретокового и пр.) и использующие их специалисты должны быть аттестованы в соответствии с ПБ 03-440-02 на право выполнения соответствующего вида контроля.
5.1. При визуальном и измерительном контроле применяют:
- лупы, в т.ч. измерительные;
- линейки измерительные металлические;
- угольники поверочные 90° лекальные;
- штангенциркули, штангенрейсмасы и штангенглубиномеры;
- угломеры с нониусом;
- стенкомеры и толщиномеры индикаторные;
- нутромеры микрометрические и индикаторные;
- шаблоны, в том числе специальные и универсальные (например, типа УШС), радиусные, резьбовые и др.;
- плоскопараллельные концевые меры длины с набором специальных принадлежностей;
- штриховые меры длины (стальные измерительные линейки, рулетки).
Допускается применение других средств визуального и измерительного контроля, при условии наличия соответствующих инструкций методик их применения. Примерный перечень средств визуального и измерительного контроля приведен в приложении Д.
5.2. Для измерения формы и размеров кромок, зазоров, собранных под сварку деталей, а также размеров выполненных сварных соединений разрешается применять шаблоны различных типов.
5.3. Погрешность измерений при измерительном контроле не должна превышать величин, указанных в таблице 1, если в рабочих чертежах не предусмотрены другие требования.
5.4. Для определения шероховатости и волнистости поверхности следует применять профилографы-профилометры, аттестованные образцы шероховатости (сравнения), а также другие средства измерения.
Допустимая погрешность измерения при измерительном контроле
5.5. Измерительные приборы и инструменты должны периодически, а также после ремонта проходить поверку (калибровку) в метрологических службах, аккредитованных Госстандартом России. Срок проведения поверки (калибровки) устанавливается нормативной технической документацией (НД) на соответствующие приборы и инструменты.
VI. Требования к выполнению визуального
и измерительного контроля
6.1. Подготовка мест производства работ
6.1.1. Визуальный и измерительный контроль рекомендуется выполнять на стационарных участках, которые должны быть оборудованы рабочими столами, стендами, роликоопорами и др. средствами, обеспечивающими удобство выполнения работ.
6.1.2. Визуальный и измерительный контроль при монтаже, строительстве, ремонте, реконструкции, а также в процессе эксплуатации технических устройств и сооружений выполняется на месте производства работ. В этом случае должно быть обеспечено удобство подхода специалистов, выполняющих контроль, к месту производства контрольных работ, созданы условия для безопасного производства работ, в т.ч. в необходимых случаях должны быть установлены леса, ограждения, подмостки, люльки, передвижные вышки или другие вспомогательные устройства, обеспечивающие оптимальный доступ (удобство работы) специалиста к контролируемой поверхности, а также обеспечена возможность подключения ламп местного освещения напряжением 12 вольт.
6.1.3. Участки контроля, особенно стационарные, рекомендуется располагать в наиболее освещенных местах цеха, имеющих естественное освещение. Для создания оптимального контраста дефекта с фоном в зоне контроля необходимо применять дополнительный переносной источник света, т.е. использовать комбинированное освещение. Освещенность контролируемых поверхностей должна быть достаточной для надежного выявления дефектов, но не менее 500 Лк.
6.1.4. Окраску поверхностей стен, потолков, рабочих столов и стендов на участках визуального и измерительного контроля рекомендуется выполнять в светлых тонах (белый, голубой, желтый, светло-зеленый, светло-серый) для увеличения контрастности контролируемых поверхностей деталей (сборочных единиц, изделий), повышения контрастной чувствительности глаза, снижения общего утомления специалиста, выполняющего контроль.
6.1.5. Для выполнения контроля должен быть обеспечен достаточный обзор для глаз специалиста. Подлежащая контролю поверхность должна рассматриваться под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм (рисунок 1).

6.2. Подготовка к контролю
6.2.1. Подготовка контролируемых поверхностей проводится подразделениями организации, выполняющей работы по визуальному и измерительному контролю, а в процессе эксплуатации технических устройств и сооружений - службами организации, которой принадлежит контролируемый объект.
Подготовка контролируемых поверхностей в обязанности специалиста по контролю не входит.
6.2.2. Визуальный и измерительный контроль при техническом диагностировании (освидетельствовании) оборудования, работающего под давлением, следует проводить после прекращения работы указанного оборудования, сброса давления, охлаждения, дренажа, отключения от другого оборудования, если иное не предусмотрено действующей ПТД. При необходимости внутренние устройства должны быть удалены, изоляционное покрытие и обмуровка, препятствующие контролю технического состояния материала и сварных соединений, частично или полностью сняты в местах, указанных в Программе технического диагностирования (освидетельствования).
6.2.3. Перед проведением визуального и измерительного контроля поверхность объекта в зоне контроля подлежит зачистке до чистого металла от ржавчины, окалины, грязи, краски, масла, влаги, шлака, брызг расплавленного металла, продуктов коррозии и других загрязнений, препятствующих проведению контроля (на контролируемых поверхностях допускается наличие цветов побежалости, в случаях, когда это оговорено в производственно-технической документации ПТД). Зона зачистки должна определяться НД на вид работ или на изготовление изделия. При отсутствии требований в НД зона зачистки деталей и сварных швов должна составлять:
- при зачистке кромок деталей под все виды дуговой, газовой и контактной сварки - не менее 20 мм с наружной стороны и не менее 10 мм с внутренней стороны от кромок разделки детали;
- при зачистке кромок деталей под электрошлаковую сварку - не менее 50 мм с каждой стороны сварного соединения;
- при зачистке кромок деталей угловых соединений труб (например, вварка штуцера (патрубка) в коллектор, трубу или барабан), - зачистке подлежат: поверхность вокруг отверстия в основной трубе (коллекторе, барабане) на расстоянии 15-20 мм, поверхность отверстия под ввариваемую деталь - на всю глубину и поверхность привариваемого (патрубка) штуцера - на расстоянии не менее 20 мм от кромки разделки;
- при зачистке стального подкладного остающегося кольца (пластины) или расплавляемой проволочной вставки - вся наружная поверхность подкладного кольца (пластины) и все поверхности расплавляемой вставки.
Примечание: При контроле окрашенных объектов краска с поверхности в зоне контроля не удаляется, если это специально не оговорено в НД и поверхность объекта не вызывает подозрение на наличие трещин по результатам визуального контроля.
6.2.4. Очистка контролируемой поверхности производится способом, указанным в соответствующих НД (например, промывка, механическая зачистка, протирка, обдув сжатым воздухом и др.). При этом толщина стенки контролируемого изделия не должна уменьшаться за пределы минусовых допусков и не должны возникать недопустимые, согласно НД, дефекты (риски, царапины и др.).
При необходимости подготовку поверхностей следует проводить искробезопасным инструментом.
6.2.5. Шероховатость зачищенных под контроль поверхностей деталей, сварных соединений, а также поверхность разделки кромок деталей (сборочных единиц, изделий), подготовленных под сварку, должна быть не более Ra 12,5 (Rz 80).
6.2.6. Шероховатость поверхностей изделий и сварных соединений для проведения последующих методов неразрушающего контроля зависит от метода контроля и должна быть не более:
Ra 3,2 (Rz 20) - при капиллярном контроле;
Ra 10 (Rz 63) - при магнитопорошковом контроле;
Ra 6,3 (Rz 40) - при ультразвуковом контроле.
Для других методов неразрушающего контроля шероховатость контролируемых поверхностей изделий не регламентируется и устанавливается ПТД или производственно-конструкторской документацией (ПКД).
6.3. Порядок визуального и измерительного контроля
на стадии входного контроля
6.3.1. В настоящем подразделе рассматривается порядок контроля материала на стадии входного контроля, изготовления деталей и сборочных единиц и подготовке их к сборке, а также сварных труб, выполненных в заводских условиях.
6.3.2. Визуальный контроль материала (полуфабрикатов, заготовок, деталей) проводят с целью выявления участков металла с рисками, выходящими на поверхность трещинами, расслоениями, закатами, забоинами (вмятинами), рванинами, раковинами, пленами, шлаковыми включениями, волосовинами и другими дефектами, недопустимость которых регламентируется действующей НД, а также с целью подтверждения наличия и правильности маркировки.
Измерительный контроль полуфабрикатов, заготовок, деталей и изделий проводят с целью проверки их геометрических размеров и определения размеров поверхностных дефектов, выявленных при визуальном контроле.
6.3.3. При входном визуальном контроле сварных труб с прямолинейным или спиральным швом, контролю подлежит не менее 10% длины каждого шва. Контроль рекомендуется выполнять на участках, равномерно распределенных по длине шва трубы. Задачей контроля является выявление поверхностных трещин, пор, шлаковых и металлических включений, прожогов, свищей, наплывов металла, усадочных раковин, подрезов, грубой чешуйчатости шва, брызг расплавленного металла, непроваров, оплавление металла в результате зажигания сварочной дуги и прочих дефектов.
Измерительный контроль сварных швов выполняется на участках, проконтролированных визуально. Измерение размеров сварного шва выполняется на каждом участке, проконтролированном визуально, но не менее чем в трех сечениях по длине шва. Измерение размеров поверхностных дефектов выполняется в местах, отмеченных при визуальном контроле.
6.3.4. При входном контроле изделий, в т.ч. сварных и литых, визуально необходимо контролировать:
- поверхности изделий снаружи и изнутри (при наличии доступа);
- кромки элементов, подлежащие сварке;
Кромки литых деталей, поковок и штамповок, подлежащие сварке, визуально следует контролировать на участке шириной не менее 100 мм по всей длине.
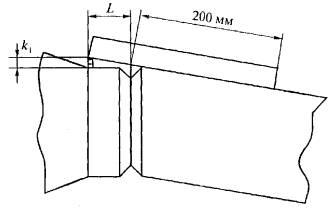
Кромки элементов изделий (деталей), имеющих наплавку, должны подвергаться визуальному контролю по всему периметру. Ширина зоны контроля должна составлять  + 20 мм, где - ширина наплавки в мм. Контролю подлежит каждая кромка с наплавкой.
+ 20 мм, где - ширина наплавки в мм. Контролю подлежит каждая кромка с наплавкой.
Визуальному контролю подлежит не менее 10% длины сварных соединений, если другие требования не указаны в НД, ПТД или ПКД.
Визуальный контроль материала, кромок свариваемых элементов и сварных швов проводится с целью выявления коррозии на поверхности и поверхностных дефектов (трещин, расслоений, забоин, вмятин, раковин, пор, подрезов, грубой чешуйчатости, западаний между валиками шва, раковин, свищей, шлаковых включений и других несплошностей), вызванных технологией изготовления (условиями хранения) или транспортировкой, подтверждения наличия и правильности клеймения, а также соответствия формы (типа) разделки кромок, подлежащих сварке, требованиям рабочих чертежей и ТУ на изготовление.
Измерительный контроль проводится с целью измерения размеров сварных швов и поверхностных дефектов, выявленных при визуальном контроле, а также подтверждения соответствия основных размеров изделий (деталей, сборочных единиц) требованиям стандартов, ТУ и паспортов изделий. Измерительный контроль сварных швов выполняют через один метр по длине каждого контролируемого шва, но не менее чем в трех сечениях сварного шва.
6.3.5. Контролируемые параметры и требования к визуальному и измерительному контролю полуфабрикатов (труб, листов, поковок, штамповок) приведены в таблице 2. Визуальный и измерительный контроль геометрических размеров кромок деталей, сборочных единиц, а также сварных соединений должен выполняться согласно указаниям, приведенным в подразделах 6.4 и 6.3.
Контролируемые параметры и требования к визуальному и измерительному контролю полуфабрикатов