


Категория: Бланки/Образцы
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии. проверенной 15 апреля 2015; проверки требуют 14 правок .

![]()
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии. проверенной 15 апреля 2015; проверки требуют 14 правок .
Технологический процесс (сокращенно ТП ) — это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата.
"Технологический процесс" — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов. Элементарным технологическим процессом или технологической операцией называется наименьшая часть технологического процесса, обладающая всеми его свойствами. То есть это такой ТП, дальнейшая декомпозиция которого приводит к потере признаков, характерных для метода, положенного в основу данной технологии. Как правило, каждая технологическая операция выполняется на одном рабочем месте не более, чем одним сотрудником. Примером технологических операций могут служить ввод данных с помощью сканера штрих-кодов, распечатка отчета, выполнение SQL-запроса к базе данных и т. д.
Технологические процессы состоят из "технологических (рабочих) операций", которые, в свою очередь, складываются из "технологических переходов".
Определения"Технологическим переходом" называют законченную часть технологической операции, выполняемую с одними и теми же средствами технологического оснащения.
"Вспомогательным переходом" называют законченную часть технологической операции, состоящей из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Для осуществления техпроцесса необходимо применение совокупности орудий производства — технологического оборудования, называемых "средствами технологического оснащения".
"Установка" — часть технологической операции, выполняемая при неизменном закреплении обрабатываемой заготовки или сборочной единицы.
Виды техпроцессовВ зависимости от применения в производственном процессе для решения одной и той же задачи различных приёмов и оборудования различают следующие "виды техпроцессов":
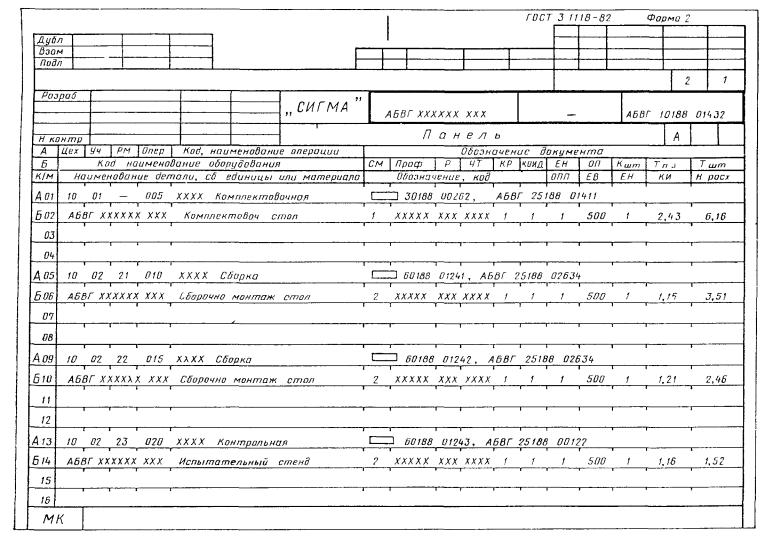
В промышленности и сельском хозяйстве описание технологического процесса выполняется в документах, именуемых операционная карта технологического процесса (при подробном описании) или маршрутная карта (при кратком описании).
Технологические процессы делят на "типовые" и "перспективные".
Управление проектированием технологического процесса осуществляется на основе маршрутных и операционных технологических процессов".
Технологический процесс обработки данных можно разделить на четыре укрупненных этапа:
механизированный — сбор и регистрация информации осуществляется непосредственно человеком с использованием простейших приборов (весы, счетчики, мерная тара, приборы учета времени и т. д.); автоматизированный — использование машиночитаемых документов, регистрирующих автоматов, систем сбора и регистрации, обеспечивающих совмещение операций формирования первичных документов и получения машинных носителей; автоматический — используется в основном при обработке данных в режиме реального времени (информация с датчиков, учитывающих ход производства — выпуск продукции, затраты сырья, простои оборудования — поступает непосредственно в ЭВМ).
При производстве полупроводниковых интегральных микросхем применяется фотолитография и литографическое оборудование. Разрешающая способность этого оборудования (т. н. "проектные нормы") и определяет название применяемого техпроцесса.
Моделирование технологического процесса, как вид инженерной деятельностиШвейная промышленность - крупная и сложная по своей структуре под отрасль крупной промышленности. От предприятия швейной промышленности требуется большая гибкость, манёвренность, выпуск товара и разнообразие изделий с новыми функциональными возможностями. При изменении моды, часто меняется спрос, заставляя рабочих быть готовыми быстро перестраиваться и осваивать новейшие достижения науки, техники и опыт передовых предприятий.
В этих условиях необходимо в сжатые сроки обеспечить переход к использованию принципиально новых технологических схем, техники и поиск новых технических решений, требуя постоянного повышения уровня знаний инженерно-технических работников и умение их творчески подходить к процессу решения реальных инженерных задач.
Пути решения новых технологических задач, нельзя подчёркивать только из литературных источников и опыта работы швейных предприятий. Поэтому, очень важно активизировать и развивать инженерную деятельность, так как от творческой активности конструкторов, технологов, техников и других, во многом результаты поиска и эффективности применения прогрессивных новшеств. Поэтому только на основе творческого подхода к моделированию технологического процесса можно достичь поставленной цели.
Общие сведения о модели и способы их представления.Моделирование технологической системы швейной промышленности имеет некоторые особенности, которые связаны с разнообразием структурных отношений элементов в ситуациях конкретных процессов. В качестве методологии для анализа модели используется системный подход. Модели могут быть:
Процесс моделирования состоит из этапов:
Для решения этапов по моделированию и проектированию технологических процессов используется метод, основанный на разработке трёх моделей технологического процесса:
Структурная модель решает задачи и отображает по шаговый алгоритм, необходимого действия для получения конечной цели. При обосновании темы разработки формулы, стратегии решения и основной путь задач, которая детализирует до тех пор, пока функция решения подзадач не станет элементарным, сохраняя при этом завершенность и отсутствие причин.
Информационная модель описывает информацию в каждой подсистеме, информирует потоки, как внутри подсистем, так и между ними. Различают два вида: Непосредственно-информационная модель, отражающая состав информации для решения задачи и взаимосвязь между собой. Структурная информационная модель, позволяет решать задачи с порядком выполнения проектных процедур по решению задач и анализа приображения информации и информационные потоки.
Функциональная модель. Очень часто информация модели, которая применяется для решения, вызывает определенные сложности, связанные с построением схем взаимосвязи элементов информации и требует дополнительной подготовки к его выполнению. В этом случаи, предлагается детализация действий над элементами информации, рассматривать функцию модели процесса решения задачи.
Примечания


















December 21, 2012
Каждое производство состоит из последовательных целенаправленных действий, которые носят название «технологические процессы». Любой этап производственного процесса можно назвать технологическим элементом или операцией.
Что такое технологический процесс?
Технологический процесс – это часть процесса производства чего-либо на определенном этапе изменения и усовершенствования данного изделия либо заготовки. Этапы изготовления продукта могут, в свою очередь, также подразделяться на отдельные ступени деятельности. Как правило, единичные технологические процессы характеризуются их выполнением одним работником на отдельном рабочем месте. Из таких звеньев или операций поэтапного изготовления изделия и собирается полный производственный изготовительный цикл. Между операциями деталь проходит промежуточные переходы, являющиеся вместе с технологическим этапом законченной частью производственного процесса. Ступень производства считается отдельно выделенной еще по признаку применяемых орудий труда и средств оснащения данного технологического цикла. Они должны быть неизменными. Это могут быть изменение размеров либо формы заготовки, соединение нескольких деталей, изменение структуры исходного вещества, свойств материалов, перемещения заготовки.
Технологические процессы, исходя из ГОСТ 3.1109—82, можно разделить на несколько категорий:
Разработка технологического процесса
Процессы разрабатываются на начальном этапе производства. Для этого изготавливаются чертежи будущего изделия и отдельных деталей. Это – проектный процесс.
Затем определяется последовательность поэтапного выполнения технологических операций (маршрутно-операционный процесс). Например, если нам нужно произвести механическую обработку заготовки, то, чтобы добиться наиболее полной рациональности, разрабатывается план обработки. В нем указывается последовательность обработки поверхностей, точность, взаимное расположение частей и способы. Затем начинается рабочий процесс. Его можно разбить на отдельные технологические операции.
Например, на первом этапе изготавливаются с помощью литья, ковки, штамповки или прокатки отдельные элементы. Затем они обрабатываются на станках по резке металла. В итоге на выходе получаются детали с определенной формой и размерами согласно чертежам. На следующем этапе производства идет сборка элементов, механизмов и узлов. Наконец, производится операция по сборке всего изделия. Следующими действиями будут технологические процессы по его испытанию и подгонке, далее – по отделке и покраске продукта. Все поэтапно выполняемые операции после своего завершения проходят контроль над качеством и соблюдением технических норм.
Разработка технологического процесса предусматривает три его вида.
Проектирование производственных технологических процессов делается для того, чтобы обеспечить более качественное изготовление будущего изделия. Технологические операции должны быть направлены на повышение производительности труда и качества продукта, а также снижение себестоимости, расширение механизации и автоматизации производственных этапов и улучшение условий труда. Изготовление или ремонт изделия должны быть безопасными для рабочих.
Задачей ТПП серийных изделий является обеспечение технологической готовности производства к изготовлению указанных изделий, а также изделий, ранее освоенных другими изготовителями или изготавливаемых по технической документации иностранных фирм.
Организатором и ответственным исполнителем ТПП серийных изделий является их изготовитель, соисполнителями, при научно-технической или экономической целесообразности,— специализированные технологические организации.
Для проведения ТПП серийных изделий разработчик передает изготовителю:
— комплект рабочей конструкторской документации на изделие (с литерой «01» или выше по ГОСТ 2.103);
— документацию (в том числе директивную), содержащую определяющие технологические и организационные решения по производству изделия, отработанную при изготовлении и испытаниях опытных образцов;
— опытные образцы, прошедшие приемочные испытания. При необходимости, с целью сокращения сроков ТПП, разработчик (изготовитель опытных образцов) на договорной основе передает изготовителю серийных изделий:
— документацию на однотипные технологические процессы (с литерой «О» или выше по ГОСТ 3.1102);
— конструкторскую документацию на однотипные средства технологического оснащении, отработанную по результатам изготовления и испытаний опытных образцов;
— управляющие программы для однотипного оборудования;
— средства технологического оснащения, пригодные для использования;
— ведомости применения материалов и комплектующих изделий;
— расчет трудоемкости изготовления опытных образцов;
— план (график) ТПП опытных образцов;
— перечень квалификации исполнителей и др.
Изготовитель совместно с соисполнителями на основе полученной от разработчика документации с учетом принципиальных решений по организации ТПП, принятых при проектировании изделия, разрабатывает план (график) ТПП серийных изделий в виде самостоятельного документа или в составе плана (графика) постановки изделия на производство. При этом учитывают:
— сроки освоения серийного производства изделия;
— планируемые объемы выпуска изделий по годам освоения;
— прогноз устойчивости сбыта в течение нескольких лет;
— состояние организационно-технического уровня производства и возможность его повышения с целью обеспечения коммерческой стратегии изготовителя на рынке;
— возможность кооперации и специализации производства для ритмичного обеспечения изготовления изделий качественными материалами, деталями, сборочными единицами, комплектующими изделиями, средствами технологического оснащения.
ТПП серийных изделий предусматривает выполнение следующих основных работ :
— проработку рабочей конструкторской документации на серийное изделие с учетом технологичности заложенных в нее решений;
— разработку или уточнение (корректировку) с использованием информационных массивов описаний конструкторско-технологических решений:
а) технологических процессов изготовления серийного изделия в соответствии с государственными стандартами ЕСТД;
б) специальных средств технологического оснащения в соответствии с государственными стандартами ЕСКД и технологических процессов их изготовления в соответствии с государственными стандартами ЕСТД;
в) управляющих программ для автоматизированного технологического оборудования:
- приобретение (изготовление) специальных средств технологического оснащения для производства серийных изделий;
- обеспечение необходимой технологической информацией ре-I инструкции или нового строительства производственной и испыта-нмм.мой баз;
- уточнение (корректировку) технологической документации ми результатам изготовления и квалификационных испытаний установочной серии (первой промышленной партии);
- обеспечение требований ресурсосбережения, экологии и охраны труда при изготовлении и испытаниях серийных изделий;
- мероприятия в соответствии с целью обеспечения технологической готовности производства к изготовлению качественных изделий для приемочных испытаний.
Изготовитель серийных изделий по требованию заказчика или согласованию с разработчиком в целях сокращения сроков постановки изделий на производство выполняет наиболее сложные и трудоемкие работы ТПП одновременно с изготовлением и испытаниями опытных образцов. С этой целью разработчик и изготовитель опытных образцов в части, их касающейся, передают изготовителю серийных изделий:
— рабочую конструкторскую документацию на опытный образец (без литеры или с литерой «О» по ГОСТ 2.103);
—- документацию, содержащую определяющие технологические и организационные решения по производству изделия;
— документацию на однотипные технологические процессы (без литеры или с литерой «О» по ГОСТ 3.1102);
— план (график) ТПП опытных образцов;
— другую необходимую документацию.
Критерий завершенности ТПП серийных изделий — фактическое выполнение работ, предусмотренных планом, подтвержденное оценкой технологической готовности производства к изготовлению серийных изделий в соответствии с критерием завершенности ТПП опытных образцов и единичных изделий.
Таким образом, система разработки и постановки продукции на производство (СРПП Системаразработкиипостановкипродукциинапроизводство ), являющаяся установленной государственными стандартами системой организации и управления процессом технологической подготовки производства, предусматривает широкое применение прогрессивных технологических процессов, стандартной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов, инженерно-технических и управленческих работ.
Основное назначение СРПП заключается в установлении системы организации и управления процессом технологической подготовки производства (ТПП), обеспечивающей:
— единый для всех предприятий и организации системный подход к выбору и применению методов и средств технологической подготовкой производства, соответствующих достижениям науки, техники и производства;
— освоение производства и выпуска изделий высшей категории качества в минимальные сроки, при минимальных трудовых и материальных затратах на ТПП на всех стадиях создания изделий, включая опытные образцы (партии), а также изделия единичного производства;
— организацию производства высокой степени точности, допускающей возможность непрерывного его совершенствования и быструю переналадку на выпуск новых изделий;
— рациональную организацию механизированного и автоматизированного выполнения комплекса инженерно-механических и управленческих работ;
— взаимосвязи ТПП и управления его с другими системами и подсистемами управления;
— ТПП включает решение задач, группируемых по следующим основным функциям:
— обеспечение технологичности конструкции изделия;
— разработка технологических процессов;
— проектирование и изготовление средств технологического оснащения;
— организация и управление процессом ТПП.
Технологическое проектирование от общего объема технической подготовки составляет 30. 40 % —для мелкосерийного, 40. 50 % — для серийного и 50. 60 % —для массового производств.
Рационально построенный технологический процесс должен совмещать выполнение технических, экономических и организационных задач, решаемых в данных производственных условиях, т. е. обеспечить выполнение всех требований к качеству изделия, предусмотренных конструкторской документацией, при наименьших затратах труда в количестве и сроки, установленные календарным планированием.

Прочее / Системы технологий отраслей / 2.2. Производственный и технологический процессы, их структура
На машиностроительном (машиноремонтном) предприятии выполняют разнообразные процессы, связанные с изготовлением (ремонтом) изделий.
Производственный процесс – это совокупность взаимосвязанных действий людей и орудий производства, необходимых на данном предприятии для изготовления (ремонта) изделия.
В производственный процесс входят не только основные процессы, связанные с преобразованием исходных материалов для получения готовых изделий, но и вспомогательные, например производство инструмента, приспособлений, ремонт оборудования, а также обслуживающие процессы (внутризаводское транспортирование материалов и деталей, складские операции, контроль и др.), обеспечивающие возможность изготовления изделий. Рациональная организация производственного процесса невозможна без проведения тщательной технической подготовки производства.
Подготовка производства. Этот процесс включает в себя следующее:
1) конструкторскую подготовку производства (разработку конструкции изделия и создание чертежей общей сборки изделия, сборочных элементов и отдельных деталей изделий, запускаемых в производство с оформлением соответствующих спецификаций и других видов конструкторской документации);
2) технологическую подготовку производства, т.е. совокупность взаимосвязанных процессов, обеспечивающих технологическую готовность предприятий (или предприятия) к выпуску изделий заданного уровня качества при установленных сроках, объеме выпуска и затратах. К технологической подготовке производства относятся: обеспечение техно-логичности конструкции изделия, разработка технологических процессов, проектирование и изготовление средств технологического оснащения, управление процессом технологической подготовки производства;
3) календарное планирование производственного процесса изготовления в установленные сроки, в необходимых объемах выпуска и затратах.
Ответственной и трудоемкой частью технической подготовки производства является технологическое проектирование, трудоемкость которого составляет 30…40 % (в процентах от общей трудоемкости технической подготовки) в условиях мелкосерийного производства, 40…50 % при серийном и 50…60 % при массовом производстве.
Рост трудоемкости проектирования технологических процессов с увеличением выпуска продукции объясняется тем, что в крупносерийном и массовом производстве разработка процессов производится более тщательно, чем в серийном (увеличивается по общему объему, усложняется технологическая оснастка, подробнее разрабатывается документация).
Трудоемкость технологического проектирования в большинстве случаев заметно превосходит трудоемкость конструирования машин.
Технологический процесс (в широком смысле) – это часть производственного процесса, содержащая действия по изменению и (или) определению состояния предмета труда.
В условиях машиностроительного производства технологический процесс – это часть производственного процесса, включающая в себя последовательное изменение размеров, формы, внешнего вида или внутренних свойств предмета производства и их контроль.
К предметам труда относятся заготовки и изделия. Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формообразования и сборки, которые определены ГОСТ 3.1109–82.Технологические процессы строятся по отдельным методам их выполнения (процесс механической обработки, сборки, литья, термической обработки, покрытий и т.п.
Для обеспечения наиболее рационального процесса механической обработки заготовки составляется план обработки с указанием, какие поверхности надо обработать, в каком порядке и какими способами.
В связи с этим весь процесс механической обработки расчленяется на отдельные составные части: технологические операции, установы, позиции, переходы, ходы, приемы.
Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте.
Например, обтачивание вала, выполняемое последовательно сначала на одном конце, а затем после поворота, т. е. перестановки вала в центрах, без снятия его со станка – на другом конце, является одной операцией. Если же все заготовки (валы) данной партии обтачиваются сначала на одном конце, а потом на другом, то это будет две операции.
Технологическая операция является основным элементом производственного планирования и учета. На выполнение операций устанавливают нормы времени и расценки. По операциям определяют трудоемкость и себестоимость процесса, необходимое количество рабочих по квалификациям и средств технологического оснащения.
В условиях автоматизированного производства под операцией понимается законченная часть технологического процесса, выполняемая непрерывно на автоматической линии, которая состоит из нескольких станков, связанных автоматически действующими транспортно-загрузочными устройствами.
В условиях гибкого автоматизированного производства непрерывность выполнения может нарушаться направлением обрабатываемых заготовок на промежуточный склад в периоды между отдельными позициями, выполняемыми на разных технологических модулях.
Кроме технологических операций в состав технологического процесса в ряде случаев (например, в поточном производстве и особенно при обработке на автоматических линиях и в гибких технологических комплексах) включаются вспомогательные операции (транспортные, контрольные, маркировочные, по удалению стружки и т.
п.), не изменяющие размеров, формы, внешнего вида или свойств обрабатываемого изделия, но необходимые для осуществления технологических операций.
Установ – часть технологической операции, выполняемой при неизменном закреплении заготовки или собираемой сборочной единицы.
Например, обтачивание вала при закреплении в центрах на токарном станке – первый установ; обтачивание вала после его поворота и закрепления в центрах для обработки другого конца – второй установ. Эту же операцию можно выполнить за один установ на двустороннем станке, позволяющем проводить одновременную обточку с двух сторон.
При выполнении некоторых технологических операций установленная и закрепленная заготовка или собираемая сборочная единица должны занимать ряд последовательных положений относительно рабочих органов оборудования с помощью поворотных или перемещающих устройств, т. е. занимать различные позиции.
Позиция – фиксированное положение, занимаемое неизменно закрепленной заготовкой или сборочной единицей для выполнения определенной части операции.
Например, на рис. 2.1 показано фрезерование поверхностей 1 и 2 в две позиции; заготовка закреплена на поворотной части 3 приспособления 4. Обработав поверхность 1 (первая позиция), заготовку, не раскрепляя, поворачивают с помощью поворотной части приспособления на 180°, фиксируют фиксатором 5 и фрезеруют поверхность 2 (вторая позиция).
Рис. 2.1. Фрезерование поверхностей 1 и 2 в две позиции
ГОСТ 3.1109–82 определены основные элементы технологических операций. Операция разделяется на технологические и вспомогательные переходы.
Технологический переход – это законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке.
Например, последовательное точение резцом сначала одной ступени вала, а затем другой будет состоять из двух технологических переходов; если же выполнять обточку этих ступеней одновременно двумя резцами (рис. 2.2), то это будет обтачивание в один переход. Обработка одной и той же поверхности заготовки на черновом, а затем чистовом режиме будет состоять из двух технологических переходов, так как изменяются режимы резания.
Вспомогательный переход – это законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением формы, размеров и шероховатости поверхностей предмета труда, но необходимы для выполнения технологического перехода. Примерами вспомогательных переходов являются: установка заготовки перед обработкой, поворот резцовой головки, смена инструмента т.д.
Переход состоит из рабочих и вспомогательных ходов.
Рабочий ход – законченная часть технологического перехода в виде однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки. За каждый рабочий ход снимается один слой материала заданной толщины при неизменном режиме обработки.
Вспомогательный ход – законченная часть технологического перехода в виде однократного перемещения инструмента относительно заготовки, не сопровождаемого изменением формы, размеров, шероховатости поверхности или свойств заготовки, но необходимого для выполнения рабочего хода. Например, вспомогательным ходом является перемещение суппорта токарного станка в исходное положение после выполнения обточки.
Прием – это законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединенных одним целевым назначением.
" src="http://libraryno.ru/chit_eche.png" style="" class="other">
Свежие записи